Ir al contenido
Ir al contenido 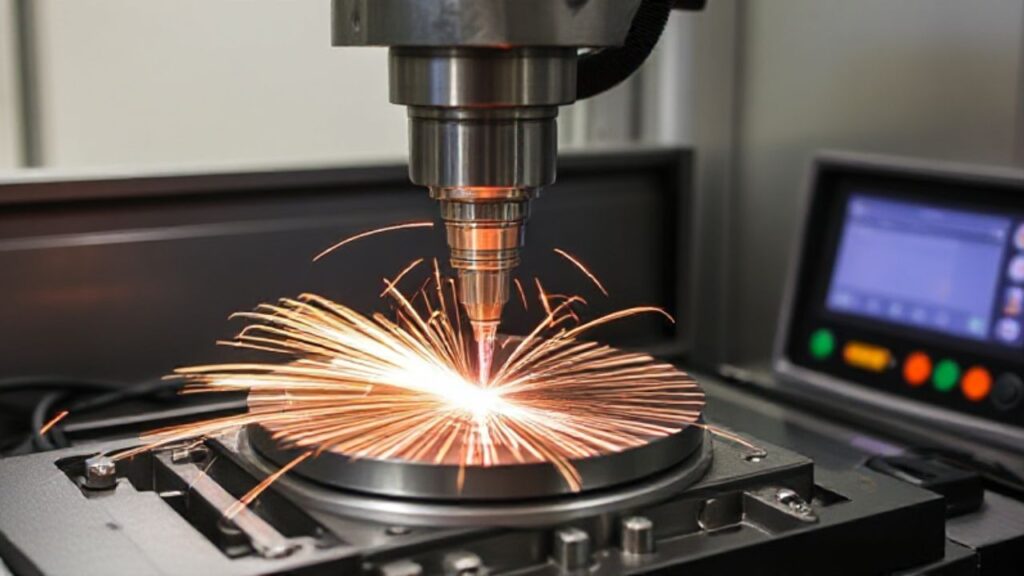
¿Tiene que trabajar con piezas metálicas complejas que parecen imposibles de mecanizar con precisión? Quizá haya probado métodos tradicionales y haya acabado con bordes astillados o distorsión por calor. Si está buscando un nuevo enfoque que resuelva estos problemas, el mecanizado por electroerosión puede ser la solución que estaba buscando.
En este blog nos centraremos en cómo el mecanizado avanzado por electroerosión supera los obstáculos habituales en la fabricación. Veremos cómo se manejan las tolerancias estrechas, cómo se trabaja con aleaciones difíciles y cómo las configuraciones modernas pueden superar los límites de la precisión. Exploremos el proceso en detalle.
Visión general del mecanizado por electroerosión
Los procesos avanzados de electroerosión generan pequeñas chispas entre un electrodo y la pieza. Estas chispas erosionan gradualmente el metal sin contacto directo. Como resultado, la electroerosión puede cortar materiales extremadamente duros, producir características finas y minimizar la distorsión. Para los fabricantes que se enfrentan a situaciones complejas, el mecanizado por electroerosión se convierte a menudo en el método preferido.

Aleaciones difíciles de mecanizar
Algunos metales, como el tungsteno o el acero endurecido, pueden destrozar las fresas. Con la electroerosión, no se depende de la fuerza de corte. La chispa hace el trabajo, por lo que los materiales duros son menos intimidantes, y el desgaste de la herramienta se reduce significativamente.
Características en miniatura
Los moldes delicados o los microcomponentes se benefician de la erosión precisa del mecanizado por electroerosión. Es posible realizar canales diminutos, esquinas afiladas y ranuras estrechas. El electrodo reproduce formas complejas sin dejar rebabas ni deformaciones, lo que es esencial para productos sanitarios y pequeños automoción sensores.
Zonas afectadas por el calor
El corte tradicional genera calor por fricción, lo que puede deformar secciones finas. El impacto térmico de la electroerosión permanece localizado, lo que reduce drásticamente las microfisuras o tensiones. Esta ventaja mantiene estables las piezas finales, incluso en aleaciones de alta temperatura para la industria aeroespacial o la generación de energía.
Fundamentos de la electroerosión
El mecanizado por descarga eléctrica se basa en la erosión por chispas. Cada chispa salta a través de un pequeño espacio, vaporizando una minúscula porción de la pieza. Al no haber contacto mecánico, el proceso se diferencia del mecanizado convencional.
Cómo funciona el Spark Gap
Una separación controlada entre el electrodo y el metal garantiza que la chispa se produzca sólo en puntos precisos. Este espacio se inunda con un fluido dieléctrico, a menudo aceite de hidrocarburo o agua desionizada. El fluido arrastra las partículas erosionadas, manteniendo una zona de corte limpia.
Integración CNC
Las modernas máquinas de electroerosión se combinan con Mecanizado CNC controles para contorneados complejos. Los programas definen la trayectoria del electrodo o del hilo si utiliza electroerosión por hilo. Este nivel de automatización hace que los trabajos repetidos sean sencillos y uniformes.
Información: La electroerosión basada en CNC puede conseguir tolerancias tan ajustadas como ±0,002 mm, lo que la hace ideal para aplicaciones aeroespaciales, electrónicas y de dispositivos médicos.
Tipos de electroerosión: por hilo y por penetración
El mecanizado por electroerosión se divide en dos categorías principales: electroerosión por hilo y electroerosión por penetración. Cada una de ellas ofrece ventajas únicas para distintos escenarios.
Electroerosión por hilo
Un alambre fino sirve de electrodo, cortando el metal como una sierra de cinta, sólo que con chispas eléctricas. Destaca en perfiles 2D o piezas con geometría apilada. Se pueden conseguir formas complejas con esquinas afiladas, aunque el hilo no puede crear cavidades ciegas por sí solo.
Electroerosión por penetración
Un electrodo de forma personalizada se sumerge en la pieza de trabajo para crear cavidades. Perfecto para la fabricación de moldes o características internas donde mecanizado por electroerosión de hilo no puede alcanzar. Pueden utilizarse varios electrodos por etapas para perfeccionar esquinas o añadir detalles.
Peligro: Utilizar cualquiera de los dos tipos de electroerosión con una energía de chispa excesiva puede degradar el acabado superficial y provocar daños en el electrodo. Siga siempre los ajustes recomendados para su material.
Eliminación de los problemas de desgaste de las herramientas
El mecanizado tradicional lucha contra la fricción. Las herramientas se desafilan rápidamente contra los metales endurecidos. Sin embargo, en el mecanizado por electroerosión, el electrodo no entra en contacto directo con el metal, por lo que el desgaste mecánico es menor. Los electrodos se erosionan, pero de forma controlada y predecible.
Materiales de los electrodos
Los materiales de electrodo más comunes son el grafito, el cobre o las aleaciones de cobre. El grafito soporta bien el calor, pero puede resultar sucio. El cobre ofrece una mejor conductividad eléctrica. La elección depende de los objetivos de acabado superficial y del coste.

Prolongación de la vida útil de los electrodos
Unos electrodos de alta calidad, unos ajustes de potencia correctos y un buen lavado pueden prolongar la vida útil del electrodo. Minimizar el desgaste es crucial para obtener resultados uniformes, especialmente en el mecanizado por electroerosión de platina, donde un solo electrodo puede dar forma a varias cavidades.
Sugerencia: Utilice revestimientos de electrodos o aleaciones especiales si va a realizar tiradas largas. Puede reducir la erosión y mantener la estabilidad dimensional durante muchas horas.
Tolerancias ultrafinas
Cuando un diseño requiere características submilimétricas, lo normal es fresadora pueden dejar marcas de herramientas o no sortear esquinas estrechas. Aquí prospera el mecanizado por electroerosión.
Pases de acabado fino
Los operarios suelen utilizar varias pasadas, empezando con un ajuste de chispa gruesa y terminando con una potencia más baja para una superficie más lisa. Cada pasada refina la geometría y las aristas.
Microcavidades
Los componentes electrónicos o microfluídicos a veces necesitan cavidades demasiado pequeñas para las herramientas estándar. Los electrodos de electroerosión conformados a microescala pueden abordar estas tareas sin riesgo de romper la fresa o la broca.
Consejo rápido: Controle el número de pasadas de acabado. Cada pasada puede llevar más tiempo, pero la precisión y el acabado finales pueden merecer la inversión en piezas de gran valor.
Manejo de geometrías complejas
Las piezas con ranuras estrechas, agujeros diminutos o socavones pueden frustrar el fresado estándar. El mecanizado por electroerosión lo resuelve erosionando el metal exactamente donde se necesita, incluso en esquinas o cavidades profundas.
Electrodos de forma 3D
Para la electroerosión por penetración, puede crear electrodos que reflejen la forma de cavidad deseada. En esencia, el electrodo estampa la forma con chispas eléctricas. Esto es muy útil para matrices, moldes y piezas complejas en la fabricación de automóviles o aeroespacial.
Flexibilidad del cableado
La electroerosión por hilo no se limita a simples líneas rectas. El hilo puede seguir curvas o pivotar en ángulos si la máquina admite movimientos multieje. Es una opción popular para instrumentos médicos con bordes contorneados o formas intrincadas.
Dato: Algunos sistemas avanzados de mecanizado por electroerosión por hilo incorporan ejes giratorios, lo que permite inclinar el hilo y cortar piezas en ángulos que van más allá de los bordes verticales.
Minimizar la distorsión térmica
El calor es un enemigo importante en Mecanizado de corte CNC. Deforma las secciones finas, provoca tensiones residuales y acorta la vida útil de la herramienta. La chispa localizada de la electroerosión reduce el aporte térmico total.
Bajo impacto térmico
Cada chispa dura una fracción de segundo y se concentra en una pequeña zona. El metal circundante permanece relativamente frío. Este método ayuda a mantener la estabilidad dimensional, que es crucial para componentes de paredes finas o ensamblajes de alta precisión.
Reducción del estrés
Como no hay fuerza mecánica, también se reduce la tensión mecánica que se encuentra en Fresado CNC o Torneado CNC. Combinando una tensión mecánica mínima con un aporte térmico mínimo se obtienen piezas estables y menos propensas a deformarse con el tiempo.
Información: En industrias como la aeroespacial, el control de la tensión es vital, ya que incluso un pequeño cambio puede comprometer la integridad estructural en condiciones de vuelo.
Prototipos e iteraciones más rápidos
El tiempo es importante en el desarrollo de productos. Si está creando prototipos de diseños avanzados, quiere resultados rápidos sin sacrificar los detalles. El mecanizado por electroerosión acelera los ciclos de iteración.
Diseño de electrodos basado en CAD
Los electrodos de electroerosión por penetración pueden generarse directamente a partir de datos CAD. Una vez definido el diseño, producir múltiples electrodos para variaciones es sencillo. Esto le permite probar rápidamente los ajustes del diseño.
Electroerosión por hilo para formas rápidas

¿Necesita una nueva geometría de soporte? La electroerosión por hilo puede cortar la forma de la chapa metálica en una sola pasada, sin necesidad de forjados personalizados ni múltiples configuraciones de fresado. La velocidad ayuda a que los prototipos funcionen sin problemas.
Consejo para el éxito: Combine la electroerosión por hilo con el corte por chorro de agua o láser en los primeros prototipos. A medida que se perfeccionan los diseños, la electroerosión por penetración puede añadir cavidades internas o detalles más finos.
Minimización de residuos y desechos
El fresado o torneado tradicional puede generar grandes volúmenes de virutas. Con Mecanizado por electroerosiónEl arranque de material es más controlado, centrándose únicamente en la forma final necesaria.
Conformación de redes cercanas
Dado que el mecanizado por electroerosión puede aproximarse mucho a la geometría final, se desperdicia menos materia prima. Esto es especialmente beneficioso si se trabaja con metales caros como el titanio o el Inconel.
Recuperación de electrodos
Aunque los electrodos se desgastan, los talleres avanzados pueden volver a mecanizarlos o darles nueva forma para trabajos más pequeños. Esto reduce los gastos generales de los electrodos nuevos, especialmente en las operaciones de platina.
Peligro: Nunca intente reutilizar los electrodos si presentan deformaciones o grietas importantes. Los electrodos mal formados pueden provocar cavidades imprecisas o daños en la máquina.
Mesa: Retos y ayuda de la electroerosión
A continuación se muestra una tabla de referencia rápida que resume los retos de fabricación más comunes y cómo Mecanizado por electroerosión se dirige a ellos:
| Desafío | Cuestión tradicional | Ventaja EDM |
|---|---|---|
| Metales duros | Desgaste rápido de las herramientas, sustituciones frecuentes | Sin contacto mecánico, menos erosión de la herramienta |
| Canales complejos y estrechos | Requiere microherramientas especiales | Las chispas erosionan cualquier forma, incluidas las ranuras profundas y los agujeros diminutos |
| Distorsión térmica | La fricción del fresado genera calor, alabeo | Chispa localizada, mínima zona afectada por el calor. |
| Tolerancias estrictas | La precisión puede degradarse con la desviación de la herramienta | Las múltiples pasadas de acabado logran una precisión micrométrica |
| Residuos de grandes materiales | Gran cantidad de chatarra al cortar bloques grandes | La erosión focalizada reduce el material sobrante |
Esta tabla subraya cómo la electroerosión ofrece soluciones únicas donde otros métodos tienen dificultades.
Coste y retorno de la inversión
Las máquinas de electroerosión pueden ser caras. Además, los electrodos no son gratuitos y el proceso puede ser más lento que otros. técnicas de corte. Sin embargo, la rentabilidad a menudo lo justifica si se trata de piezas especializadas y de gran valor.
Inversión en equipos
Los sistemas de electroerosión de gama alta con multiejes o grandes áreas de trabajo cuestan más. Pero abren las puertas a trabajos complejos que, de otro modo, no podría realizar con eficacia. Con el tiempo, las capacidades añadidas pueden atraer contratos mejor remunerados.
Costes operativos
La producción de electrodos, el fluido dieléctrico y el consumo de energía son factores a tener en cuenta. Sin embargo, la menor rotura de herramientas y el menor número de piezas desechadas pueden compensarlos. En el caso de los metales difíciles, el ahorro de costes derivado de la reducción de los tiempos de inactividad es considerable.
Sugerencia: Analice su mezcla de piezas. Si manipula con frecuencia aleaciones duras o tolerancias estrechas, la inversión en mecanizado avanzado por electroerosión suele amortizarse rápidamente.
Cómo prepararse para el éxito de la GED
Tanto si opta por la electroerosión por hilo como por platina, algunas prácticas clave garantizan que su máquina funcione sin problemas y produzca piezas de primera calidad.
Fijación adecuada
Las piezas deben sujetarse firmemente. En la electroerosión por hilo, a menudo se sujeta la pieza en una mesa o fijación específica. En el caso de la electroerosión por penetración, hay que asegurarse de que el electrodo esté alineado de forma estable con la pieza. Los desplazamientos durante una operación merman la precisión.
Parámetros de proceso marcados
Los ajustes de la chispa de electroerosión giran en torno a la corriente, el voltaje, los tiempos de encendido y apagado y la velocidad de limpieza. El ajuste fino de estos parámetros controla el equilibrio entre velocidad, precisión y acabado superficial. Muchas máquinas modernas disponen de bibliotecas de preajustes para metales estándar.
Consejo rápido: Documente los parámetros satisfactorios para cada tipo de material y geometría, creando una referencia práctica para futuros trabajos.
Mantenimiento dieléctrico
Es fundamental que el líquido dieléctrico esté limpio. Si el fluido se obstruye con residuos, la calidad de la chispa disminuye y el acabado de la superficie se resiente. Cambie regularmente los filtros y mantenga la conductividad del fluido dentro de los niveles recomendados.
Futuras innovaciones en electroerosión
Como todas las tecnologías de fabricación, la electroerosión evoluciona. Se esperan ciclos de chispa más rápidos, fuentes de alimentación mejoradas e incluso un ajuste de parámetros basado en inteligencia artificial.
Control adaptativo
Algunas máquinas más nuevas utilizan sensores para detectar las condiciones óptimas de la chispa en tiempo real, ajustando automáticamente los niveles de potencia. Esto reduce el riesgo de cortocircuitos o superficies quemadas.
Máquinas híbridas
Estamos asistiendo a un aumento de combinaciones como los híbridos EDM-láser o EDM-fresado. La idea es eliminar rápidamente el material grueso con fresado o láser y, a continuación, utilizar la electroerosión para perfeccionar los detalles. Esta sinergia acorta los tiempos de ciclo.
Información: Algunos fabricantes también han explorado los híbridos aditivo-EDM, aunque esta tecnología sigue estando en sus primeras fases.
Conclusión
El mecanizado por electroerosión destaca como una forma especializada pero increíblemente eficaz de afrontar los difíciles retos de fabricación. Ya se trate de aleaciones exóticas, tolerancias estrechas o formas complejas, la electroerosión ofrece soluciones que el mecanizado tradicional no puede igualar. Su proceso basado en la chispa minimiza el desgaste de la herramienta, la distorsión térmica y los índices de rechazo de piezas.
En resumen, el mecanizado avanzado por electroerosión puede ampliar drásticamente su capacidad de producción. Si adopta la electroerosión por hilo o por platina para las aplicaciones adecuadas, producirá piezas con menos defectos, menos desechos y mayor confianza en el cumplimiento de las exigentes especificaciones. Cuando la complejidad es elevada, la electroerosión se convierte a menudo en un factor de cambio para los fabricantes modernos.
Preguntas frecuentes
¿Es adecuado el mecanizado por electroerosión para la producción en serie?
Sí, pero puede ser más lento que el fresado CNC para formas más sencillas. Sin embargo, para series complejas o de alta precisión, la repetibilidad de la electroerosión compensa su menor velocidad.
¿Puede la electroerosión trabajar con materiales no conductores, como la cerámica?
La electroerosión requiere conductividad eléctrica. Los materiales no conductores no se erosionan con las chispas. Algunos talleres utilizan revestimientos conductores para intentar ciertas operaciones especializadas, pero no es lo habitual.
¿Cómo de lisa puede ser la superficie?
La electroerosión de gama alta puede lograr acabados de hasta microfichas de Ra bajo, rivalizando con el rectificado fino. La clave está en realizar varias pasadas de acabado y optimizar los ajustes de la chispa.