
Si alguna vez ha tenido problemas con atascos extraños o extrusiones desordenadas en su Impresión 3Des posible que te encuentres con problemas de fluencia térmica en la impresión 3D. Es frustrante cuando se configura una impresión grande sólo para descubrir a mitad de camino que el filamento se está atascando o las capas se ven inconsistentes. La causa a menudo se encuentra en una sección pequeña pero crítica de su montaje hot-end.
Es posible que se pregunte: "¿Qué es exactamente la fluencia térmica en impresión 3D?" y "¿Cómo la detecto antes de que arruine mis impresiones?". Esencialmente, la fluencia térmica se produce cuando el exceso de calor se desplaza hacia arriba desde la boquilla caliente a zonas de la trayectoria del filamento que se supone que deben permanecer frías. Esto puede ablandar el filamento prematuramente, provocando bloqueos, extrusiones deficientes y otros defectos de impresión que te harán rascarte la cabeza.
En este artículo, profundizaremos en los signos más comunes de la fluencia térmica, exploraremos los factores que contribuyen a ella y ofreceremos consejos prácticos para detectar y prevenir estos problemas. Tanto si eres un aficionado ocasional como un ávido impresor, comprender la fluencia térmica puede ayudarte a mantener impresiones más suaves y fiables.
Fluencia térmica en impresión 3D: Síntomas
Cuando te enfrentes a la impresión 3D con fluencia térmica, ten cuidado con los atascos, la extrusión irregular y el aspecto extraño del filamento. Estos síntomas suelen indicar que un exceso de calor está subiendo por el hotend. Si identificas la causa, como una refrigeración deficiente o temperaturas excesivas de las boquillas, evitarás atascos y volverás a obtener impresiones impecables.
Atascos en la rotura de puente térmico
Una señal importante es un filamento que no puede empujar a través de la boquilla. Esto puede ocurrir cuando el plástico reblandecido bloquea el estrecho canal de rotura por calor. Si te enfrentas a atascos frecuentes, es probable que el problema se deba a que el calor asciende y funde el filamento donde no debería.
Patrones de extrusión incoherentes
Un flujo irregular deja huecos o capas esponjosas en el modelo. Es posible que vea paradas repentinas en la extrusión seguidas de chorros de plástico. Estas olas de salida de material a menudo se deben a la fluencia térmica. Si lo solucionas, las líneas volverán a ser estables y uniformes.
Fugas de material y exudado
El filamento fundido prematuramente puede filtrarse por la boquilla cada vez que la impresora hace una pausa. Esto puede dejar pequeñas manchas, crear hilos entre los movimientos de desplazamiento, o dar lugar a grumos pegajosos en las superficies. El control adecuado de la zona de calor en el hotend mantiene su material bajo control.
Una mirada más cercana a la obstrucción
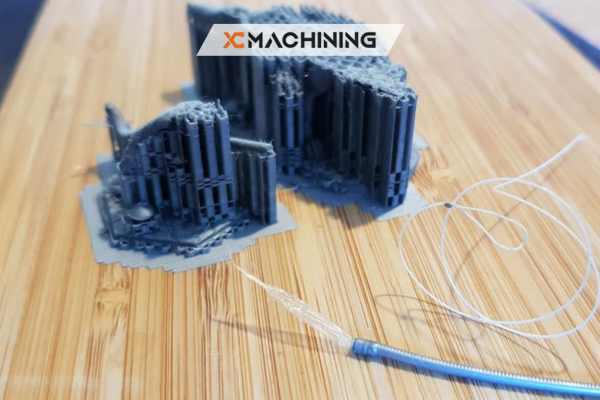
La obstrucción es uno de los signos más comunes de la fluencia térmica en la impresión 3D, y también el más molesto. Empiezas una impresión con grandes esperanzas, sólo para ver que tu boquilla se atasca a los pocos minutos u horas. La eliminación de la obstrucción puede ser tediosa, y a menudo implica una extracción en frío o un desmontaje parcial del hotend.
¿Por qué ocurre esto? El culpable típico es el filamento que se ha ablandado demasiado en el hotend, formando un tapón. El motor del extrusor no puede empujar el filamento más allá de este bulto semifundido, lo que provoca un atasco. Tan pronto como se produce el atasco, notarás que la impresora extruye poco o nada. Impresión 3D multimaterialy es posible que oiga que el motor del extrusor hace clic o salta.
Info: A veces, se puede empujar el atasco aumentando la temperatura de la boquilla. Pero esto sólo enmascara la causa si la causa es la fluencia térmica. Una solución permanente pasa por mejorar la refrigeración y garantizar que la zona caliente permanezca en el lugar correcto.
Extrusión incoherente y falta de capas
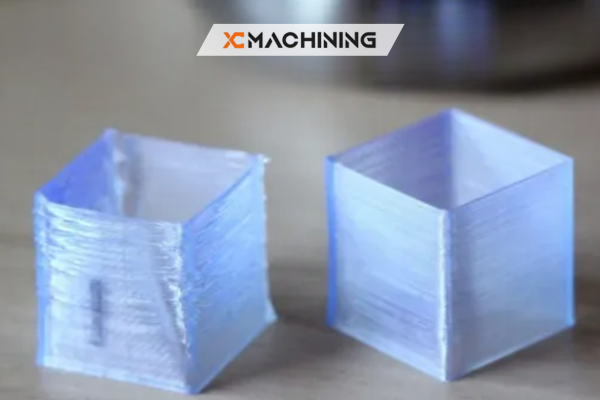
La fluencia térmica no siempre obstruye por completo la boquilla. A veces, sólo te provoca con paradas y arranques repentinos en el flujo. Esto conduce a una extrusión inconsistente, que puede verse en las capas de impresión. En lugar de líneas ordenadas y continuas de filamento, se ven huecos aleatorios, especialmente en paredes o patrones de relleno.
Cuando los problemas de fluencia térmica de la impresión 3D provocan un flujo incoherente, la impresión puede seguir terminada, pero tendrá un aspecto rugoso. Las paredes exteriores podrían tener protuberancias o agujeros visibles. Los voladizos pueden caerse. Las estructuras internas pueden debilitarse, dando lugar a un acabado frágil. Piezas para impresoras 3D. Si sospecha que hay problemas con el extrusor, tenga siempre en cuenta la fluencia térmica junto con otros factores como los ajustes de tensión o retracción.
Razones de las capas desiguales
- Acumulación de filamento semifundido: El filamento se reblandece más de lo previsto ante la boquilla, restringiendo el flujo.
- Fluctuaciones de refrigeración: Si el ventilador de refrigeración falla, la parte caliente puede sobrecalentarse rápidamente.
- Exceso de retracción: Tirando del filamento caliente hacia zonas más frías.
- Temperatura ambiente alta: Es posible que el entorno de la impresora esté demasiado caliente para una correcta disipación del calor.
Consejo rápido: Antes de manipular los ajustes de la cortadora, realice una comprobación rápida del hardware. Asegúrese de que el ventilador de la parte caliente funciona correctamente y de que el disipador de calor no tiene polvo ni obstrucciones.
Exudación y deformación del material
A veces, el calor arrastra la impresión 3D problemas son se presentan de forma más sutil. Usted puede notar que su filamento babea de la boquilla durante el tiempo de inactividad. O la bobina se acumula en la cama de impresión, incluso cuando la impresora está esperando entre extrusiones. Este fenómeno indica que el filamento se está ablandando prematuramente en la parte caliente.
Rezumar y encordar
La exudación también puede provocar la formación de hilos, es decir, de finas hebras de pelo entre las distintas partes de la maqueta. Aunque la formación de hilos suele estar relacionada con los ajustes de retracción, la fluencia térmica también puede agravar el problema. Si el filamento permanece blando y líquido en la zona superior del hotend, verás más goteo cada vez que se mueva el cabezal de impresión.
Alabeo y mala adherencia de la cama
Un síntoma menos obvio de la fluencia térmica en impresión 3D puede ser la deformación. Cuando el flujo de filamento es inconsistente, el material extruido puede enfriarse de forma desigual o no adherirse correctamente a las capas anteriores. Ese desequilibrio puede provocar que los bordes se levanten de la base o que las esquinas se curven. Si estás luchando contra el alabeo aleatorio que tus métodos típicos de adhesión de la cama no resuelven, considera revisar la gestión del calor de tu hotend.
Advertencias: La deformación también puede deberse a otros factores, como la temperatura del lecho o las corrientes de aire. Evalúe todas las variables antes de culpar exclusivamente a la fluencia térmica.
"Burbujas de aire" en el filamento
Uno de los síntomas más sorprendentes es ver pequeñas deformidades o marcas parecidas a burbujas en el filamento cuando lo sacas del extremo caliente. Normalmente, el filamento que sale de la boquilla debería ser un filamento liso. Pero si notas bultos, bolsas de aire o pequeños cráteres, eso es un fuerte indicio de fluencia por calor en impresión 3d.
¿Por qué se forman burbujas? Si el filamento se funde en el lugar equivocado, pueden quedar atrapadas bolsas de aire o humedad. Ese aire atrapado se expande o evapora, creando pequeños patrones de burbujas. Esto es especialmente común con filamentos almacenados en condiciones húmedas. Combinado con un control inadecuado del calor, el resultado es una superficie burbujeante e irregular.
Factores a tener en cuenta
- Calidad del filamento: Los filamentos baratos o húmedos pueden favorecer la formación de burbujas.
- Temperaturas excesivas: Si el hotend se calienta demasiado, se rompe el plástico y se producen gases.
- Velocidad de avance inconsistente: Alimentación a tirones o retracciones que arrastran filamento parcialmente fundido hacia zonas más frías.
Si detecta estas burbujas, es probable que poco después experimente atascos o impresiones desordenadas. Identificarlas a tiempo puede evitar más pesadillas.
Sugerencia: Si sospecha que hay humedad, seque el filamento en un secador de filamentos específico o en un horno a baja temperatura antes de utilizarlo. Reducir la humedad ayuda a combatir los problemas de burbujas.
Factores que contribuyen a la fluencia térmica en impresión 3D
Conocer los síntomas está muy bien, pero también querrás entender por qué fluencia térmica impresión 3d ocurre. Diversas afecciones pueden desencadenarla, y a veces se trata de más de una causa combinada.
Refrigeración inadecuada
Es esencial disponer de un ventilador de refrigeración fiable para el disipador de calor del hotend. Si el ventilador es demasiado pequeño o está roto, el calor de la boquilla se desplaza hacia arriba. El polvo, los residuos o los cables mal colocados que bloquean el flujo de aire pueden reducir de forma similar la potencia de refrigeración.
| Problema de refrigeración | Impacto en Hotend | Posibles soluciones |
|---|---|---|
| Fallo del ventilador | Sin flujo de aire, mayor fluencia | Sustituya el ventilador o compruebe el cableado |
| Disipador de calor obstruido | El calor se acumula rápidamente | Limpiar las rejillas de ventilación, eliminar el polvo |
| Colocación incorrecta del ventilador | Cobertura aérea parcial | Reposicionar o mejorar el ventilador de refrigeración |
Info: Asegúrate de que utilizas el ventilador adecuado para tu modelo de hotend. Algunas impresoras cuentan con un ventilador de refrigeración parcial específico y un ventilador de hotend independiente. No los mezcles.
Temperatura excesiva en el extremo caliente
Utilizar la boquilla por encima del rango recomendado para el filamento puede generar demasiado calor en el ensamblaje. Aunque es tentador aumentar la temperatura para acelerar la impresión, puede ser contraproducente. Bajar la temperatura o utilizar una boquilla adecuada para altas temperaturas puede ayudar.
Altas temperaturas ambiente
Imprimir en un entorno cálido, como un recinto con calefacción o un garaje caluroso, dificulta la disipación del calor. Esto intensifica los problemas de fluencia térmica de la impresión 3D, por lo que debes mantener la impresora ventilada o ajustar tus estrategias de refrigeración en consecuencia.
Retracción excesiva
Tirar del filamento hacia atrás con demasiada frecuencia o demasiado lejos puede arrastrar plástico reblandecido a las zonas más frías de la rotura por calor. Con el tiempo, se adhiere, formando bloqueos parciales. Reducir la distancia o la frecuencia de retracción podría aliviar sus problemas de fluencia térmica.
Mal diseño térmico
Algunos estilos de hotend son más propensos a la fluencia térmica que otros. Si tiene una impresora 3D económica o antigua, es posible que el diseño del disyuntor térmico no aísle eficazmente la zona caliente de la zona fría.
Calidad del filamento
No pases por alto el papel de un filamento de calidad inferior en la impresión 3D con fluencia térmica. Los filamentos baratos o antiguos pueden fundirse a temperaturas más bajas, degradarse más rápido o contener impurezas. Estos rasgos los hacen más propensos a atascarse en temperatura límite condiciones.
Peligro: Si el diseño de su hotend o extrusor es defectuoso, ningún ventilador o ajuste de temperatura podrá solucionar el problema de la fluencia térmica de forma permanente. En casos extremos, considere la posibilidad de actualizar a un hotend bien revisado con un historial probado de fluencia térmica mínima.
Conclusión
Así que.., ¿cuáles son los signos de ¿Impresión 3D con fluencia térmica? Busque atascos, extrusión inconsistente, exudación, deformación aleatoria y deformaciones similares a burbujas en el filamento. Estas señales indican que el calor está subiendo más de lo debido, ablandando el plástico antes de que llegue a la punta de la boquilla. Comprobando si la refrigeración es insuficiente, reduciendo las temperaturas excesivamente altas y ajustando las retracciones, puedes mitigar o eliminar la fluencia térmica de tu rutina de impresión 3D.
En última instancia, un hotend frío y correctamente gestionado garantiza un flujo de filamento más suave, una mejor consistencia de las capas y menos dolores de cabeza en general. Ser consciente de los síntomas y abordarlos rápidamente mantiene su impresora en funcionamiento para que pueda seguir creando en 3D.
Preguntas frecuentes
- ¿La fluencia térmica sólo afecta a determinados tipos de filamento?
No. Mientras que algunos filamentos como el PLA pueden ser más propensos debido a los puntos de fusión más bajos, la fluencia térmica de impresión 3D puede ocurrir con casi cualquier termoplástico si la configuración del hotend es inadecuada.
- ¿Puedo solucionar el problema de la fluencia térmica simplemente bajando la temperatura de impresión?
A menudo, sí. Reducir la temperatura ayuda a ralentizar la conducción del calor hacia arriba. Pero también puede ser necesario mejorar la refrigeración o ajustar la retracción para ver mejoras reales.
- ¿Agregar un tamaño de boquilla diferente solucionará la impresión 3d con fluencia térmica?
No directamente. Una boquilla más grande puede reducir la contrapresión, pero si la refrigeración es deficiente, el calor seguirá subiendo. Hay que adoptar un enfoque más holístico.


