 Ir al contenido
Ir al contenido 
Cada tipo de herramienta adopta diferentes parámetros de procesamiento en función de los distintos materiales que procesa. En el campo del fresado, los fabricantes de herramientas optimizan los materiales de las mismas y desarrollan tecnologías de recubrimiento más específicas para mejorar la eficiencia del procesamiento.
Combinando diversos elementos en los materiales, podemos ver miles de tipos de materias primas procesables. Para procesar estos materiales, debemos conocer sus propiedades y optimizar el método de procesamiento.

PARTE 1
El grupo de materiales al que pertenece la pieza
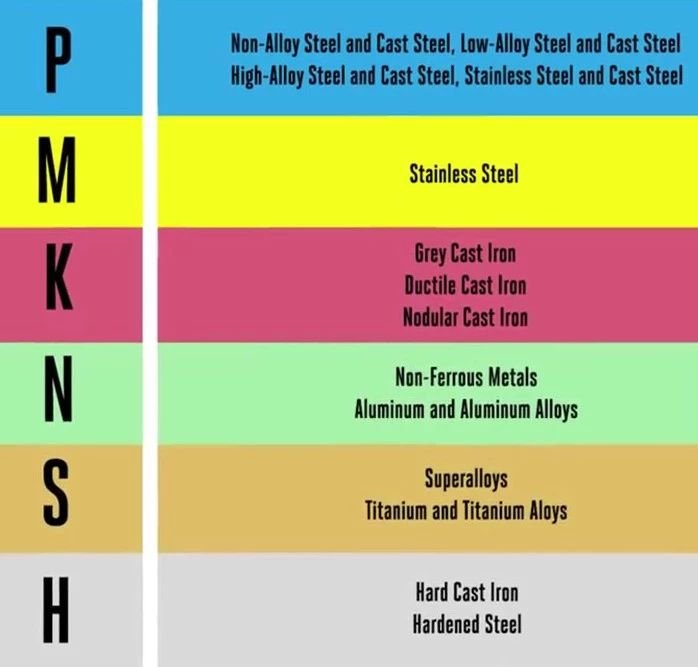
Según la norma internacional ISO 531:1966, el total de materiales mecanizables se divide en 6 categorías, que son:
P representa el material de acero;
M representa el material de acero inoxidable;
K representa el material de fundición;
N representa los materiales no metálicos;
S representa los materiales de alta temperatura;
H representa materiales de alta dureza.
En función de la resistencia a la tracción y la dureza del material, los fabricantes de herramientas clasifican los materiales en categorías más pequeñas dentro de estas categorías generales. Si no podemos encontrar los parámetros de rendimiento de procesamiento para el material que estamos procesando dentro de estas categorías más pequeñas, el enfoque más factible es consultar con el proveedor de herramientas, que estará encantado de ayudarle a resolver este problema.
PARTE 2
Fórmula de cálculo
Solemos ver la siguiente fórmula en el manual de la herramienta
Antes de hablar de esta fórmula, recordemos la fórmula que aprendimos sobre la circunferencia de un círculo:
C (circunferencia) = π (pi) * d (diámetro)
Según esta fórmula, podemos concluir que para una herramienta de diámetro D, la distancia recorrida por el punto más exterior de la herramienta por rotación es:
π*D
Entonces, cuando la herramienta gira a una frecuencia de n revoluciones por minuto, la distancia recorrida es:
n*π*D
Según la fórmula de tiempo (T) x velocidad (V) = distancia (S), la velocidad Vc de la herramienta en el punto más exterior de la herramienta en cualquier punto durante este tiempo es:
Vc = (n * π * D) / 1
La siguiente fórmula se obtiene por conversión:
n=Vc/(π*D)
Nota. Nuestras herramientas de corte utilizan milímetros (mm) como unidad, por lo que la unidad de velocidad Vc en la fórmula anterior es milímetros por minuto.
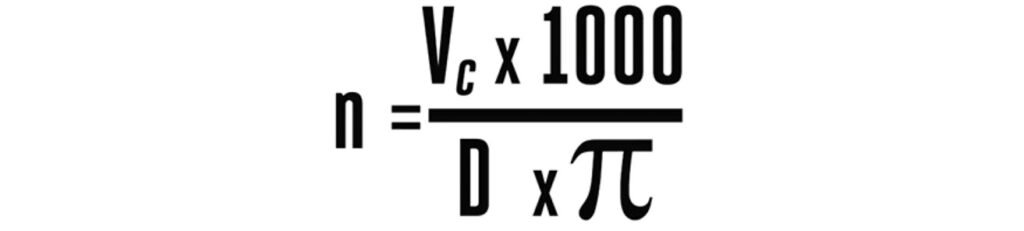
Tras la conversión de longitudes (1m=1000mm), tenemos esta fórmula común:
Tras simplificar la ecuación, tenemos nuestra fórmula final:
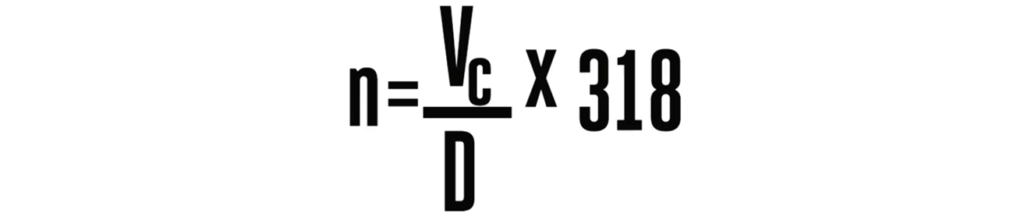
¡Atención!
La unidad de D (diámetro de la herramienta) sigue siendo mm (milímetro), mientras que la unidad de Vc (velocidad de la línea) ha pasado a ser m/min (metro/minuto).
Esta fórmula también es aplicable al torneado. En torneado, D representa el diámetro de la pieza en bruto.





