
Wenn Sie jemals mit merkwürdigen Verstopfungen oder unordentlichen Extrusionen in Ihrem Haus zu kämpfen hatten 3D-Druckhaben Sie vielleicht mit Problemen beim 3D-Drucken zu kämpfen, die durch Hitze verursacht werden. Es ist frustrierend, wenn man einen großen Druck aufbaut und dann auf halbem Weg feststellt, dass sich das Filament staut oder die Schichten uneinheitlich aussehen. Die Ursache liegt oft in einem kleinen, aber kritischen Abschnitt Ihrer Hot-End-Baugruppe.
Das fragen Sie sich vielleicht: "Was genau ist Wärmekriechen beim 3D-Druck?" und "Wie erkenne ich es, bevor es meine Drucke ruiniert?" Im Wesentlichen tritt Wärmekriechen auf, wenn überschüssige Wärme von der heißen Düse in Bereiche des Filamentpfads aufsteigt, die eigentlich kühl bleiben sollten. Dadurch kann das Filament vorzeitig weich werden, was zu Verstopfungen, schlechten Extrusionen und anderen unangenehmen Druckfehlern führt.
In diesem Artikel befassen wir uns mit den üblichen Anzeichen für Hitzeentwicklung, untersuchen die Faktoren, die dazu beitragen, und geben praktische Ratschläge zur Erkennung und Vermeidung dieser Probleme. Ganz gleich, ob Sie ein gelegentlicher Hobbydrucker oder ein begeisterter Drucker sind, ein Verständnis für das Wärmekriechen kann Ihnen helfen, reibungslosere und zuverlässigere Drucke zu erhalten.
Wärmekriechen beim 3D-Druck: Symptome
Achten Sie beim 3D-Druck auf Hitzeentwicklung, Verstopfungen, ungleichmäßige Extrusion und seltsame Filamente. Diese Symptome deuten oft darauf hin, dass sich überschüssige Wärme im Hotend ausbreitet. Wenn Sie die Ursache ermitteln, z. B. schlechte Kühlung oder zu hohe Düsentemperaturen, können Sie Staus vermeiden und wieder einwandfreie Drucke erstellen.
Verstopfungen in der Wärmepause
Ein wichtiges Anzeichen ist ein Filament, das sich nicht durch die Düse schieben lässt. Das kann passieren, wenn erweichter Kunststoff den schmalen Wärmeunterbrechungskanal blockiert. Wenn Sie mit häufigen Staus zu kämpfen haben, liegt das Problem wahrscheinlich daran, dass die Hitze nach oben kriecht und das Filament dort schmilzt, wo es nicht hingehört.
Inkonsistente Extrusionsmuster
Ungleichmäßiges Fließen hinterlässt Lücken oder schwammige Schichten in Ihrem Modell. Es kann zu plötzlichen Extrusionsstopps kommen, gefolgt von einem sprunghaften Ausstoß von Kunststoff. Diese Wellen des Materialausstoßes lassen sich oft auf Wärmekriechen zurückführen. Wenn Sie dies beheben, erhalten Sie wieder gleichmäßige, einheitliche Linien.
Materiallecks und Sickerwasser
Das vorzeitig geschmolzene Filament kann aus der Düse austreten, wenn der Drucker pausiert. Dies kann winzige Kleckse hinterlassen, zu Fadenbildung zwischen den Verfahrbewegungen oder zu klebrigen Klumpen auf Oberflächen führen. Die richtige Steuerung der Wärmezone im Hotend hält Ihr Material in Schach.
Näherer Blick auf Clogging
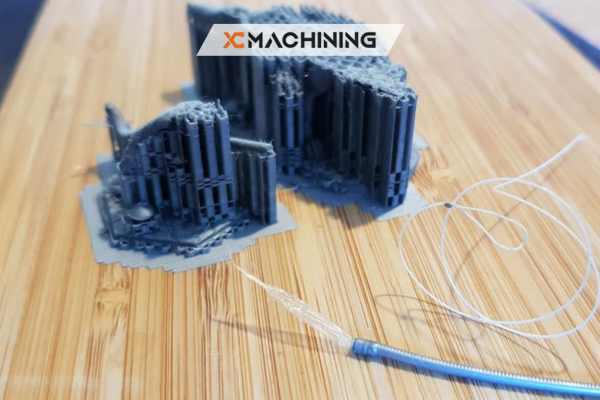
Verstopfung ist eines der häufigsten Anzeichen für einen hitzebedingten 3D-Druck, und es ist auch das ärgerlichste. Sie beginnen einen Druck mit großen Hoffnungen, nur um nach ein paar Minuten oder Stunden festzustellen, dass Ihre Düse verstopft ist. Die Beseitigung der Verstopfung kann mühsam sein und erfordert oft einen Kaltabzug oder eine teilweise Demontage des Hotends.
Warum passiert das? Der typische Schuldige ist das Filament, das im Hotend zu sehr aufgeweicht ist und einen Pfropfen bildet. Der Extrudermotor kann das Filament nicht über diesen halbgeschmolzenen Klumpen hinausschieben, was zu einem Stau führt. Sobald der Stau auftritt, werden Sie feststellen, dass der Drucker wenig bis gar nicht extrudiert. Multimaterial-3D-Druckund Sie hören möglicherweise das Klicken oder das Überspringen des Extrudermotors.
Infos: Manchmal kann man die Verstopfung durch eine Erhöhung der Düsentemperatur beseitigen. Dies verschleiert jedoch nur die Ursache, wenn die Ursache in der Wärmeentwicklung liegt. Eine dauerhafte Lösung besteht darin, die Kühlung zu verbessern und sicherzustellen, dass die heiße Zone an der richtigen Stelle bleibt.
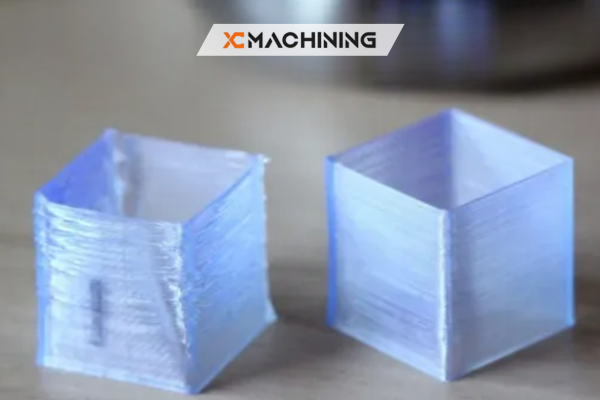
Inkonsistente Extrusion und fehlende Schichten
Nicht immer verstopft die Wärmeentwicklung Ihre Düse vollständig. Manchmal werden Sie nur mit plötzlichen Stopps und Starts des Flusses gereizt. Dies führt zu einer inkonsistenten Extrusion, die sich in Ihren Druckschichten bemerkbar macht. Anstelle von sauberen, kontinuierlichen Filamentlinien sehen Sie zufällige Lücken, insbesondere in Wänden oder Füllmustern.
Wenn Probleme beim 3D-Druck durch Hitzeeinwirkung zu einem uneinheitlichen Fluss führen, kann der Druck zwar noch fertiggestellt werden, aber er sieht grob aus. Die Außenwände können sichtbare Unebenheiten oder Löcher aufweisen. Überhänge können durchhängen. Die inneren Strukturen können schwach werden, was zu einem brüchigen Endprodukt führt. 3D-Druckerteile. Wenn Sie Probleme mit dem Extruder vermuten, sollten Sie neben anderen Faktoren wie Spannungs- oder Rückzugseinstellungen immer auch die Wärmeentwicklung berücksichtigen.
Gründe für ungleiche Schichten
- Halbgeschmolzener Filament-Aufbau: Das Filament wird vor der Düse weicher als vorgesehen und behindert den Fluss.
- Schwankungen in der Kühlung: Wenn Ihr Kühlgebläse ausfällt, kann das heiße Ende schnell überhitzen.
- Übermäßige Zurückgezogenheit: Warmes Filament wird in kühlere Zonen gezogen.
- Hohe Umgebungstemperatur: Die Umgebung des Druckers ist möglicherweise zu heiß für eine ordnungsgemäße Wärmeableitung.
Kurzer Tipp: Bevor Sie an den Einstellungen Ihrer Aufschnittmaschine herumfummeln, sollten Sie einen kurzen Hardware-Check durchführen. Vergewissern Sie sich, dass der Lüfter am heißen Ende ordnungsgemäß funktioniert und der Kühlkörper frei von Staub oder Hindernissen ist.
Nässen und Verziehen des Materials
Manchmal schleicht sich Hitze beim 3D-Druck ein Probleme sind subtiler auftreten. Vielleicht bemerken Sie, dass das Filament während der Leerlaufzeit aus der Düse tropft. Oder die Spule sammelt sich auf dem Druckbett, auch wenn der Drucker zwischen den Extrusionen wartet. Dieses Phänomen deutet darauf hin, dass das Filament im heißen Ende vorzeitig weicher wird.
Nässen und Fädenziehen
Auch kann es zu Fadenbildung kommen, d. h. zu dünnen haarähnlichen Strängen zwischen einzelnen Teilen des Modells. Während die Fadenbildung oft mit den Retraktionseinstellungen zusammenhängt, kann auch die Hitzeentwicklung das Problem verstärken. Wenn Ihr Filament im oberen Bereich der Heizeinheit weich und fließend bleibt, tropft es bei jeder Bewegung des Druckkopfs stärker.
Verformung und schlechte Haftung des Bettes
Ein weniger offensichtliches Symptom des 3D-Drucks mit Wärmestau kann Verzug sein. Wenn der Filamentfluss uneinheitlich ist, kann das extrudierte Material ungleichmäßig abkühlen oder sich nicht richtig mit den vorherigen Schichten verbinden. Dieses Ungleichgewicht kann dazu führen, dass sich die Kanten vom Bett abheben oder sich die Ecken wölben. Wenn Sie mit zufälligen Verformungen zu kämpfen haben, die Sie mit Ihren typischen Methoden zur Bettadhäsion nicht lösen können, sollten Sie das Wärmemanagement Ihres Hotends überprüfen.
Warnungen: Die Verformung kann auch durch andere Faktoren wie die Temperatur des Bettes oder die Zugluft in den Räumen verursacht werden. Prüfen Sie alle Variablen, bevor Sie die Schuld ausschließlich der Hitzeentwicklung geben.
"Luftblasen" auf dem Filament
Eines der überraschendsten Symptome sind kleine Verformungen oder blasenartige Flecken auf dem Filament, wenn Sie es aus dem heißen Ende herausziehen. Normalerweise sollte das Filament, das die Düse verlässt, ein glatter Strang sein. Wenn Sie jedoch Klumpen, Lufteinschlüsse oder winzige Krater bemerken, ist das ein deutliches Anzeichen für einen hitzebedingten 3D-Druck.
Warum bilden sich Blasen? Wenn das Filament an der falschen Stelle schmilzt, können Luft- oder Feuchtigkeitsblasen eingeschlossen werden. Diese eingeschlossene Luft dehnt sich aus oder verdunstet, wodurch kleine Blasen entstehen. Dies ist besonders häufig bei Filamenten der Fall, die unter feuchten Bedingungen gelagert werden. In Verbindung mit einer unsachgemäßen Wärmeregulierung ist das Ergebnis eine blasige, unregelmäßige Oberfläche.
Zu beachtende Faktoren
- Qualität des Filaments: Billige oder feuchte Fäden können die Blasenbildung fördern.
- Überhöhte Temperaturen: Wenn das Gerät zu heiß läuft, wird der Kunststoff zersetzt und es entstehen Gase.
- Inkonsistente Vorschubgeschwindigkeit: Ruckartiger Vorschub oder Rückzüge, die teilweise geschmolzenes Filament in kühlere Bereiche ziehen.
Wenn Sie diese Blasen entdecken, werden Sie wahrscheinlich bald darauf Verstopfungen oder unsaubere Abdrücke feststellen. Wenn Sie sie frühzeitig erkennen, können Sie weitere Albträume verhindern.
Anregung: Wenn Sie Feuchtigkeit vermuten, trocknen Sie das Filament vor der Verwendung in einem speziellen Filamenttrockner oder einem Ofen mit niedriger Temperatur. Die Reduzierung der Feuchtigkeit hilft bei der Bekämpfung von Blasenproblemen.
Faktoren, die zum Wärmekriechen beim 3D-Druck beitragen
Es ist gut, die Symptome zu kennen, aber Sie sollten auch wissen, warum Wärmekriechender 3d-Druck passiert. Es gibt eine Vielzahl von Auslösern, und manchmal sind es mehrere Ursachen zusammen.
Unzureichende Kühlung
Ein zuverlässiges Kühlgebläse für den Kühlkörper des Hotends ist unerlässlich. Ist das Gebläse unterdimensioniert oder defekt, steigt die Wärme von der Düse nach oben. Staub, Schmutz oder schlecht platzierte Drähte, die den Luftstrom blockieren, können die Kühlleistung ebenfalls verringern.
| Problem der Kühlung | Auswirkungen auf das Hotend | Mögliche Korrekturen |
|---|---|---|
| Ausfall des Ventilators | Kein Luftstrom, starkes Kriechen | Ventilator austauschen oder Verkabelung überprüfen |
| Blockierter Kühlkörper | Wärme staut sich schnell auf | Lüftungsschlitze reinigen, Staub entfernen |
| Falsche Platzierung des Ventilators | Teilweise Luftabdeckung | Kühlgebläse neu positionieren oder nachrüsten |
Infos: Stellen Sie sicher, dass Sie den richtigen Lüfter für Ihr Hotend-Modell verwenden. Einige Drucker verfügen über einen eigenen Lüfter für die Teilkühlung und einen separaten Lüfter für das Hotend. Verwechseln Sie diese nicht.
Überhöhte Temperatur am heißen Ende
Wenn Sie Ihre Düse weit über den empfohlenen Bereich für Ihr Filament hinaus betreiben, kann die Baugruppe zu viel Hitze entwickeln. Es ist zwar verlockend, die Temperatur zu erhöhen, um den Druck zu beschleunigen, aber das kann nach hinten losgehen. Ein Absenken der Temperatur oder die Verwendung einer Düse, die für hohe Temperaturen geeignet ist, kann helfen.
Hohe Umgebungstemperaturen
Das Drucken in einer warmen Umgebung, z. B. in einem beheizten Gehäuse oder einer heißen Garage, behindert die Wärmeabgabe. Dies verschärft die Probleme beim 3D-Drucken mit Hitzeentwicklung, sodass Sie Ihren Drucker belüften oder Ihre Kühlstrategien entsprechend anpassen müssen.
Übermäßige Retraktion
Wenn Sie das Filament zu oft oder zu weit zurückziehen, kann der erweichte Kunststoff in die kühleren Zonen der Wärmeunterbrechung gezogen werden. Mit der Zeit bleibt es dort hängen und bildet teilweise Verstopfungen. Eine Verringerung des Rückzugsabstands oder der Rückzugshäufigkeit könnte Ihre Probleme mit dem Hitzestau lindern.
Schlechtes thermisches Design
Einige Arten von Hotends sind anfälliger für Hitzeentwicklung als andere. Wenn Sie einen preisgünstigen oder älteren 3D-Drucker haben, kann es sein, dass das Design der Wärmeunterbrechung die heiße Zone nicht effektiv von der kalten Zone isoliert.
Qualität des Filaments
Übersehen Sie nicht die Rolle von minderwertigem Filament beim 3D-Druck mit Hitzeentwicklung. Billiges oder älteres Filament schmilzt möglicherweise bei niedrigeren Temperaturen, baut sich schneller ab oder enthält Verunreinigungen. Diese Eigenschaften machen es wahrscheinlicher, dass sie sich in Grenztemperatur Bedingungen.
Die Gefahr: Wenn Ihre Anlage oder Ihr Extruder fehlerhaft konstruiert ist, kann keine Lüfter- oder Temperaturverstellung die Wärmeentwicklung dauerhaft beheben. In extremen Fällen sollten Sie ein Upgrade auf ein gut geprüftes Hotend in Erwägung ziehen, das nachweislich eine minimale Wärmeentwicklung aufweist.
Schlussfolgerung
Also, Was sind die Anzeichen für 3D-Druck mit Hitzeentwicklung? Achten Sie auf Verstopfungen, inkonsistente Extrusion, Nässen, zufällige Verformungen und blasenartige Verformungen an Ihrem Filament. Diese Warnsignale deuten darauf hin, dass die Wärme höher als nötig ansteigt und den Kunststoff aufweicht, bevor er die Düsenspitze erreicht. Durch die Überprüfung auf unzureichende Kühlung, die Verringerung zu hoher Temperaturen und die Feinabstimmung des Rückzugs können Sie die schleichende Erwärmung in Ihrer 3D-Druckroutine eindämmen oder beseitigen.
Letztendlich sorgt ein kühles und richtig verwaltetes Hotend für einen reibungsloseren Filamentfluss, eine bessere Schichtkonsistenz und insgesamt weniger Kopfschmerzen. Wenn Sie sich der Symptome bewusst sind und sie schnell beheben, bleibt Ihr Drucker in Betrieb und Sie können weiterhin 3D-Kreationen erstellen.
FAQs
- Wirkt sich die Hitzeentwicklung nur auf bestimmte Arten von Filamenten aus?
Nein. Während einige Filamente wie PLA aufgrund ihres niedrigeren Schmelzpunkts anfälliger sind, kann es beim 3D-Druck mit fast allen Thermoplasten zu Wärmeflucht kommen, wenn die Einrichtung der Heizeinheit unzureichend ist.
- Kann ich das Problem der Hitzeentwicklung lösen, indem ich einfach meine Drucktemperatur senke?
Häufig, ja. Eine Senkung der Temperatur hilft, die Wärmeleitung nach oben zu verlangsamen. Möglicherweise müssen Sie aber auch die Kühlung verstärken oder die Retraktion anpassen, um echte Verbesserungen zu erzielen.
- Behebt das Hinzufügen einer anderen Düsengröße das Wärmekriechen beim 3D-Druck?
Nicht direkt. Eine größere Düse kann zwar den Gegendruck verringern, aber wenn Ihre Kühlung schlecht ist, steigt die Wärme trotzdem nach oben. Streben Sie einen ganzheitlicheren Ansatz an.


