Zum Inhalt springen
Zum Inhalt springen 
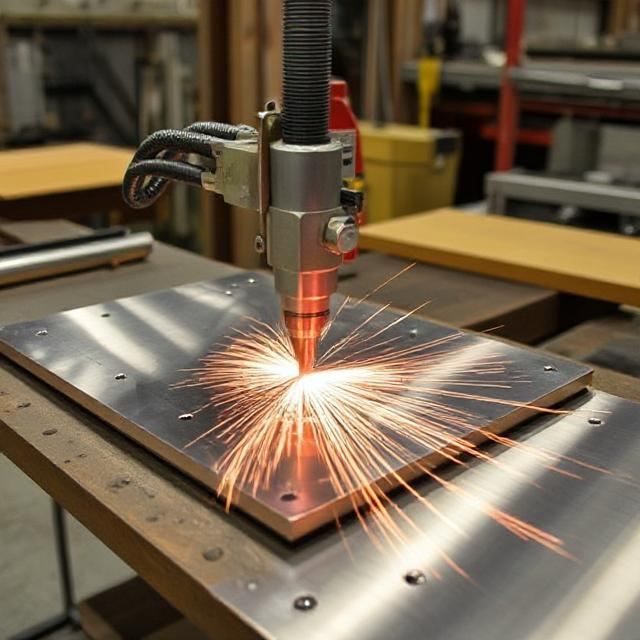
Für jeden Werkzeugtyp gelten je nach den zu bearbeitenden Materialien unterschiedliche Bearbeitungsparameter. Bei der Berechnung der CNC-Geschwindigkeit im Bereich des Fräsens optimieren die Werkzeughersteller die Werkzeugmaterialien und entwickeln gezieltere Beschichtungstechnologien, um die Bearbeitungseffizienz zu verbessern.
Durch die Kombination verschiedener Elemente in Materialien können wir Tausende von verarbeitbaren Rohstoffen finden. Um diese Materialien zu verarbeiten, müssen wir die Verarbeitungseigenschaften des Materials kennen und die Verarbeitungsmethode optimieren.

TEIL 1
die Materialgruppe, zu der das Werkstück gehört

Nach der internationalen Norm ISO 531:1966 werden die bearbeitbaren Materialien in 6 Kategorien eingeteilt, und zwar in
P steht für das Material Stahl;
M steht für den Werkstoff Edelstahl;
K steht für das Material Gusseisen;
N steht für nicht-metallische Werkstoffe;
S steht für Hochtemperaturwerkstoffe;
H steht für Materialien mit hoher Härte.
Auf der Grundlage der Zugfestigkeit und der Härte des Werkstoffs teilen die Werkzeughersteller die Werkstoffe in kleinere Kategorien innerhalb dieser großen Kategorien ein. Wenn wir die Verarbeitungsparameter für das von uns zu bearbeitende Material innerhalb dieser kleineren Kategorien nicht finden können, ist es am sinnvollsten, sich mit dem Werkzeuglieferanten in Verbindung zu setzen, der Ihnen gerne bei der Lösung dieses Problems helfen wird.
TEIL 2
Berechnungsformel
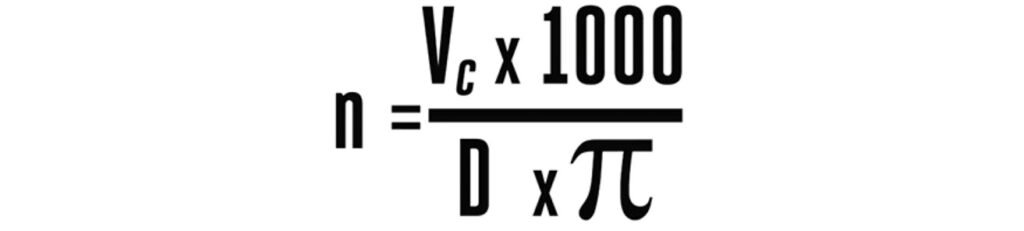
In der Regel wird im Handbuch für das Werkzeug die folgende Formel angegeben
Bevor wir über diese Formel sprechen, erinnern wir uns an die Formel, die wir über den Umfang eines Kreises gelernt haben:
C (Umfang) = π (pi) * d (Durchmesser)
Aus dieser Formel lässt sich ableiten, dass bei einem Werkzeug mit einem Durchmesser von D die vom äußersten Punkt des Werkzeugs pro Umdrehung zurückgelegte Strecke beträgt:
π*D
Wenn sich das Werkzeug dann mit einer Frequenz von n Umdrehungen pro Minute dreht, beträgt die zurückgelegte Strecke:
n*π*D
Nach der Formel Zeit (T) x Geschwindigkeit (V) = Strecke (S) beträgt die Geschwindigkeit Vc des Werkzeugs am äußersten Punkt des Werkzeugs zu einem beliebigen Zeitpunkt während dieser Zeit:
Vc = (n * π * D) / 1
Die folgende Formel ergibt sich durch Umrechnung:
n=Vc/(π*D)
Hinweis! Unsere Schneidwerkzeuge verwenden Millimeter (mm) als Einheit, daher ist die Einheit der Geschwindigkeit Vc in der vorherigen Formel Millimeter pro Minute.
Nach der Längenumrechnung (1m=1000mm) ergibt sich diese gemeinsame Formel:
Nach Vereinfachung der Gleichung erhalten wir unsere endgültige Formel:
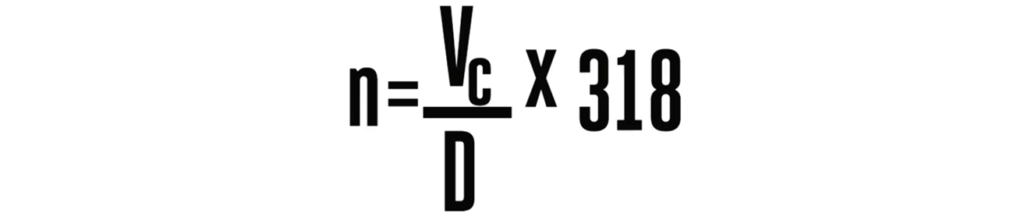
Achtung!
Die Einheit von D (Werkzeugdurchmesser) ist weiterhin mm (Millimeter), während die Einheit von Vc (Liniengeschwindigkeit) in m/min (Meter/Minute) geändert wurde.
Diese Formel ist auch auf das Drehen anwendbar. Beim Drehen steht D für den Durchmesser des Rohlings.