What To Consider When Designing Mold Water Transfer?
Cooling systems in injection molds are essential components of their operation, providing vital heat transfer from high-temperature plastic into the mold at an efficient pace
Cooling systems in injection molds are essential components of their operation, providing vital heat transfer from high-temperature plastic into the mold at an efficient pace
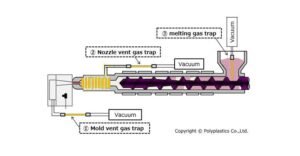
Exhausting injection molds is an integral component of mold design, particularly for rapid injection molding applications where exhaustion requirements are more stringent. The source of

Introduction Materials selection for mold design and manufacturing is of critical importance in terms of both manufacturing process, service life, plastic forming quality and processing
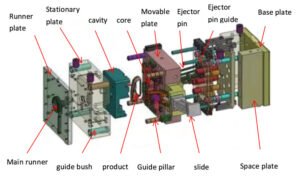
Introduction The pouring system refers to the flow passage before the plastic enters the mould cavity from the nozzle, including main flow passage, cold material

Introduction Injection Molding Injection molding is an efficient means of producing plastic products; it also ensures they have full structure and accurate dimensions. Used widely

This article explains the process of low-volume injection molding, its applications, and how to choose the right .

Different factors affect injection molding costs, from tooling and material choices. Read more on how to analyze the cost of injection molding.

Looking to choose between vacuum casting or injection molding? This article did a vacuum casting vs injection molding comparison.
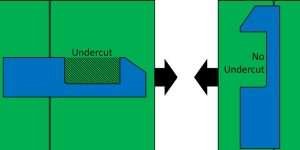
An undercut is a design or shape that prevents the easy ejection of molded products from the mold cavity. Learn more about how to achieve it.