Aluminum CNC Machining: Grade Guide, Speeds & Cost Breakdown 2026
Author: Kevin Zhao, Head of Engineering, XC Machining
Kevin Zhao has 12 years of CNC process engineering experience, specialising in aluminium machining optimisation for aerospace, consumer electronics, and automotive programs across XC Machining’s 3, 4, and 5-axis centres.
For design engineers selecting an aluminium alloy for a CNC-machined part, specifying 7075-T6 when 6061-T6 would have performed identically is a decision that adds 15–30% to your per-part cost and increases your machining time by 20–35%. It happens on roughly one in four DFM reviews we run at XC Machining — engineers default to the highest-strength grade they know the name of, without checking whether the design actually requires it. On a 500-part production run of an enclosure, that decision costs $3,000–$12,000 in avoidable premium.
Aluminium is the most commonly machined metal in CNC operations — it is fast to cut, produces clean surfaces, and holds tolerances to ±0.005 mm without the thermal management challenges of steel or titanium. But ‘aluminium’ is not a single material. The difference in machining speed, cost, and performance between 6061-T6, 7075-T6, 2024-T3, and 5052 is significant enough that material selection should be part of the DFM process, not an afterthought.
This guide covers the grades that matter, their correct applications, machining speed and cost differences, surface finish options, and five DFM changes that reduce aluminium CNC cost without affecting part performance.
Aluminium CNC Machining Grade Comparison: The Grades That Actually Matter
| Grade | Tensile Strength | Machinability Rating | Cost Index | Primary Applications |
|---|---|---|---|---|
| 6061-T6 | 276 MPa | Excellent (A+) | 1.0x (baseline) | Structural brackets, housings, enclosures, frames |
| 7075-T6 | 503 MPa | Good (B+) | 1.3–1.5x | High-load aerospace, wing spars, pressure-critical parts |
| 2024-T3 | 483 MPa | Good (B) | 1.2–1.4x | Aerospace fatigue-critical, aircraft skin, fuselage parts |
| 5052-H32 | 228 MPa | Good (B+) | 1.0–1.1x | Sheet metal applications, marine, pressure vessels |
| 6082-T6 | 310 MPa | Excellent (A) | 1.0–1.1x | European standard; structural equiv. to 6061 for EU programs |
| MIC-6 (cast plate) | 234 MPa | Excellent (A+) | 1.4–1.8x | Fixture plates, precision tooling bases, flat parts |
6061-T6 vs 7075-T6: When the Upgrade Is Worth It
This is the most common material selection decision in aluminium CNC machining. The answer depends on three variables: load requirement, fatigue environment, and whether the part will be anodised.
| Factor | 6061-T6 | 7075-T6 |
|---|---|---|
| Tensile strength | 276 MPa | 503 MPa — 82% stronger |
| Yield strength | 241 MPa | 434 MPa |
| Machinability | Excellent — fast feeds, low tool wear | Good — 20–35% longer cycle time |
| Machining cost | Baseline | 15–30% premium |
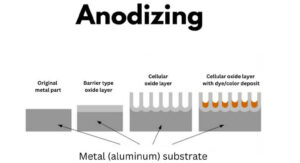
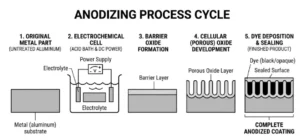
| Anodising quality | Excellent — consistent Type II and III | Type II good; Type III (hard anodise) can mottle |
| Corrosion resistance | Good | Moderate — needs coating in marine environments |
| Weldability | Excellent | Poor — not recommended for welded assemblies |
| Use 7075 when | — | Yield strength > 300 MPa required OR fatigue life is primary spec |
| Use 6061 when | Strength ≤ 300 MPa, welded, anodised, or cost-sensitive | — |
Aluminium Machining Speeds: What Drives Cycle Time and Cost
Aluminium is the most forgiving material for CNC machining — high-speed cutting at 15,000–25,000 RPM with carbide tooling produces clean chips, low cutting forces, and minimal tool wear. The parameters below are XC Machining’s operational benchmarks across our 3 and 5-axis centres:
| Operation | 6061-T6 Typical Params | 7075-T6 Typical Params | Cost Impact |
|---|---|---|---|
| Roughing (end mill) | 300–500 SFM, 0.006–0.010 IPT | 200–350 SFM, 0.004–0.008 IPT | 7075 ~25% longer roughing |
| Finishing | 600–1,000 SFM, 0.002–0.004 IPT | 400–700 SFM, 0.002–0.003 IPT | 7075 ~20% longer finishing |
| Drilling | 150–300 SFM | 100–200 SFM | Similar; coolant critical for 7075 |
| Tool life (carbide) | 200–400 parts per tool edge | 100–200 parts per tool edge | 7075 doubles tool replacement frequency |
Aluminium CNC Machining Cost: What You’re Actually Paying For
Total Aluminium CNC Cost = Material Cost + Setup + Machine Time + Surface Finishing
| Cost Element | 6061-T6 Typical | 7075-T6 Typical | Notes |
|---|---|---|---|
| Material (per kg) | $3.50–$5.00 | $7.00–$10.00 | 7075 raw material is ~2x 6061 |
| Machine time (US shop) | $75–$130/hr | $80–$140/hr | 7075 slower feeds |
| Machine time (XC Machining) | $28–$42/hr | $32–$48/hr | Same tolerance, lower overhead |
| Type II anodise (per part, 5-part lot) | $8–$25 | $10–$30 | Surface area dependent |
| Type III hard anodise | $15–$45 | $20–$65 | 7075 harder to achieve uniform Type III |
5 DFM Changes That Reduce Aluminium CNC Cost Without Affecting Performance
1. Downgrade to 6061 Where 7075 Is Overspecified
If your FEA shows safety factors above 2.5 at yield with 6061-T6, 7075 is almost certainly overspecified. Switching to 6061 saves 15–30% on machining cost and 40–50% on raw material cost per kilogram. Run the stress analysis before the material spec.
2. Increase Minimum Wall Thickness from 0.5 mm to 0.8 mm
Walls under 0.8 mm in aluminium require reduced feed rates to prevent chatter and deflection. Going from 0.5 mm to 0.8 mm minimum wall saves approximately 20–30% on finishing pass time for thin-walled features.
3. Standardise Pocket Radii to Match Standard End Mill Sizes
Pockets with 2.97 mm corner radii require custom or non-standard end mill selection — adding $50–$150 in tooling cost per job. Standardising to 3.0 mm (or 4.0 mm, 5.0 mm) corner radii means the shop uses standard inventory tooling, saving setup cost.
4. Avoid Anodise on 7075 Structural Parts Unless Required
Type III hard anodise on 7075 can mottle or produce non-uniform coating if the alloy composition varies. If corrosion resistance is the goal, powder coat or chemical conversion coating (Alodine / MIL-DTL-5541) is cheaper and more reliable on 7075. Reserve Type III anodise for 6061.
5. Combine Multiple Parts Into One Setup Plate
Setup cost ($150–$400 per job) is fixed regardless of quantity. Machining 5 small brackets as one setup plate — separated by tabs — and deflashing post-machining reduces effective setup cost per bracket by 60–80%.
Surface Finish Options for Aluminium CNC Parts
| Finish | Description | Cost Add (per part) | Best For |
|---|---|---|---|
| As-machined | Ra 1.6–3.2 µm, tool marks visible | $0 | Internal parts, fixtures, prototypes |
| Bead blast | Uniform matte, Ra 2.0–4.0 µm | $3–$12 | Consumer enclosures, cosmetic uniformity |
| Type II Anodise | 12–25 µm oxide layer, colour options | $8–$30 | Consumer electronics, aerospace brackets |
| Type III Hard Anodise | 25–75 µm, HV 300–500 | $15–$60 | Wear surfaces, thread engagement, military |
| Powder coat | 60–100 µm polymer, impact resistant | $12–$45 | Industrial enclosures, outdoor parts |
| Chemical conversion (Alodine) | Conductive corrosion protection | $5–$18 | RF/EMI shielding, aerospace where conductivity needed |
Frequently Asked Questions
What is the best aluminium alloy for CNC machining?
6061-T6 is the best default aluminium alloy for CNC machining in the vast majority of applications — excellent machinability, good strength (276 MPa tensile), clean anodising response, and weldability. It machines 20–35% faster than 7075-T6 with longer tool life, making it significantly cheaper per part. 7075-T6 is the right choice only when the design genuinely requires tensile strength above 300 MPa or fatigue life is the primary specification — typically aerospace structural and high-load mechanical components.
What tolerances can aluminium CNC machining hold?
Standard CNC machining on aluminium holds ±0.05–0.10 mm with 3-axis equipment on general features. 5-axis machining with proper fixturing achieves ±0.005–0.01 mm on critical features. Bore tolerances for interference fits can reach ±0.002–0.005 mm with reaming operations. Thermal growth is minimal in aluminium at normal ambient temperatures, but temperature-controlled inspection is recommended for tolerances tighter than ±0.01 mm. XC Machining holds ±0.005 mm across our 3/4/5-axis centres as standard capability.
How much does aluminium CNC machining cost per part?
Aluminium CNC machining cost depends heavily on geometry complexity, tolerance, finish, and quantity. A simple 3-axis bracket from 6061-T6 in a 10-part run typically costs $40–$120 per part at a US shop ($25–$70 at XC Machining). A complex 5-axis housing with Type III anodise in a 5-part run can run $400–$900 per part at a US shop ($250–$560 at XC Machining). The most reliable way to get an accurate number is to submit your STEP file for a DFM-reviewed quote.
Can 7075 aluminium be welded?
7075 aluminium has poor weldability due to its high zinc content — it is prone to hot cracking during fusion welding and loses a significant proportion of its temper strength in the heat-affected zone. If your design requires welded joints, 6061-T6 is the correct alloy — it can be TIG or MIG welded and achieves acceptable strength in the HAZ. For 7075 assemblies requiring joining, mechanical fastening or adhesive bonding are the preferred methods.
Conclusion: Get the Grade Right Before the Quote
- 6061-T6 is correct for 70–75% of aluminium CNC applications — it costs 15–30% less to machine than 7075 with full anodising capability
- 7075-T6 is justified only when tensile strength > 300 MPa or aerospace fatigue requirements drive the spec
- DFM changes — wall thickness, pocket radii standardisation, setup consolidation — can reduce aluminium CNC cost by 25–40% without redesigning the part
Submit your aluminium part file for a free DFM review and quote at xcmachining.com — quotes returned within 4 hours with material grade recommendation included.