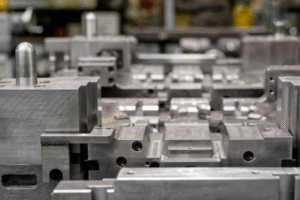


XC Machining designs and fabricates injection molds in-house using P20 pre-hardened steel (100,000+ shots), H13 hardened steel (500,000+ shots), S136 stainless (1,000,000+ shots for corrosive resins), and aluminum 7075 (5,000–10,000 shots for prototyping).

Injection moldable resins include ABS, PC, PC/ABS, Nylon 6/66, PP, PE, POM (Delrin), PMMA, PBT, PPS, PEEK, TPU, TPE, LSR (liquid silicone), and glass-filled and carbon-filled engineering compounds.
Our mold engineers review part designs for uniform wall thickness, draft angle adequacy (minimum 0.5°), gate location optimization, sink mark prevention, weld line management, and ejector pin placement. DFM feedback within 12 hours of file upload.
Injection molded parts receive SPI surface finishes from A-1 (diamond-polished mirror, Ra 0.012 μm) to D-3 (sandblast texture, Ra 3.2 μm). Custom textures (VDI, Mold-Tech) available for grip and cosmetic requirements.