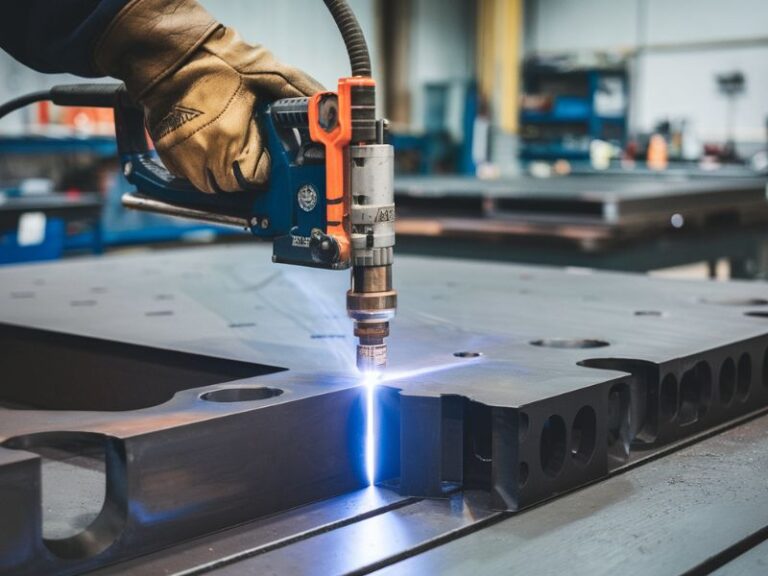



CNC plasma cutting tables with 3000 × 1500 mm bed, air plasma and high-definition plasma torches (100–400 amp), automatic torch height control (ATHC), and CNC nesting software for maximum sheet utilization.

Mild steel A36/1018 (up to 50 mm), stainless 304/316 (up to 40 mm), aluminum 5052/6061 (up to 30 mm), and galvanized steel (up to 6 mm). Plasma cuts only electrically conductive metals — not plastics, wood, or composites.
Engineers review files for minimum feature size (≥ 1.5× material thickness), minimum web width between cuts, kerf compensation (1.5–2 mm), and edge quality expectations. DFM within 12 hours.
Plasma-cut edges require deburring and slag removal (included). Additional: grinding for smooth edge (Ra 3.2–6.3 μm), powder coating, zinc plating, painting, and bead blasting.