
Fiber laser (steel 25 mm, stainless 20 mm, aluminum 15 mm at ±0.1 mm), CNC plasma (steel 50 mm, stainless 40 mm at ±0.5 mm), and abrasive waterjet (any material up to 300 mm, zero HAZ at ±0.1 mm). Best method selected per project.

Mild steel A36/1018/1045, stainless 304/316/430, aluminum 5052/6061/7075, copper C110, brass C260/C360, titanium Grade 2/5, galvanized steel G90/G60, acrylic, polycarbonate, ABS, carbon fiber (CFRP), and glass fiber (GFRP) composites.
Engineers review files for minimum hole size (≥ material thickness for laser/plasma), minimum bridge width (≥ 50% thickness), kerf compensation, nesting optimization, and sharp corner feasibility. DFM within 12 hours.
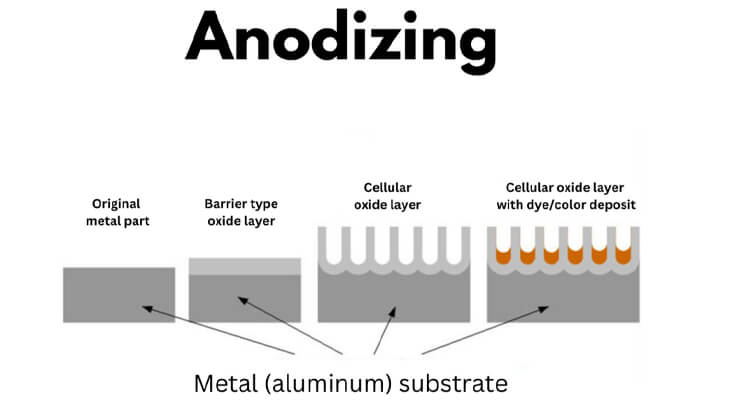
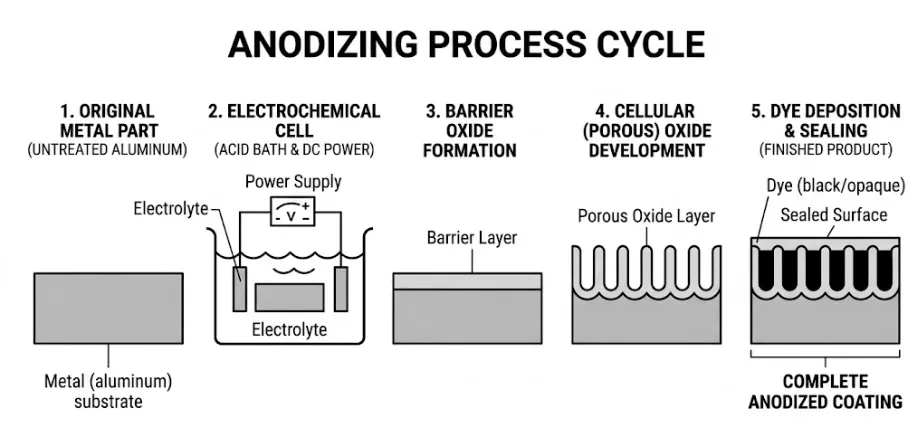
Deburring (standard), brushing (Ra 0.4–0.8 μm), powder coating (60–120 μm), anodizing (Type II/III), zinc plating (5–25 μm), bead blasting (Ra 1.6–3.2 μm), and painting (RAL/Pantone matching).