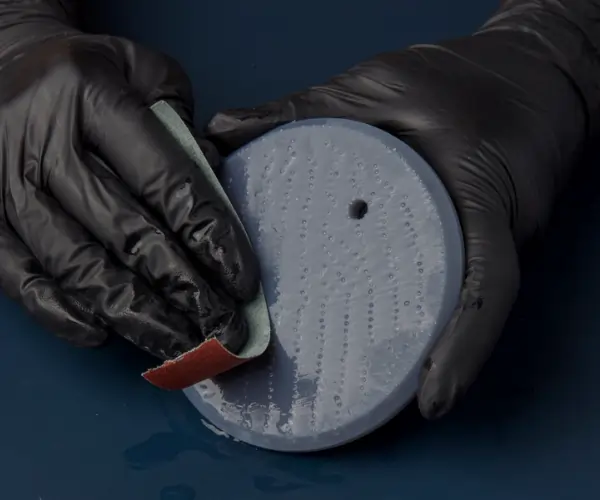
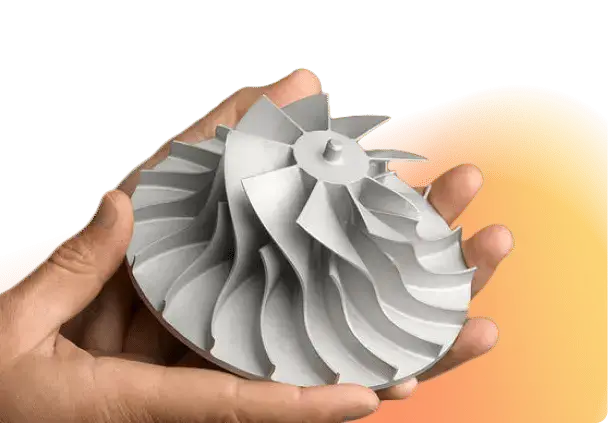

SLA produces Ra 0.5–2 μm surface finish as-printed — smoother than FDM (Ra 6–16 μm), SLS (Ra 6–12 μm), and MJF (Ra 4–8 μm). After sanding and priming, SLA surfaces reach Ra 0.1–0.4 μm — visually and tactilely equivalent to injection-molded ABS. This makes SLA the default choice when the prototype will be presented to investors, photographed for marketing, shown to customers, or used as a master pattern for vacuum casting silicone molds.

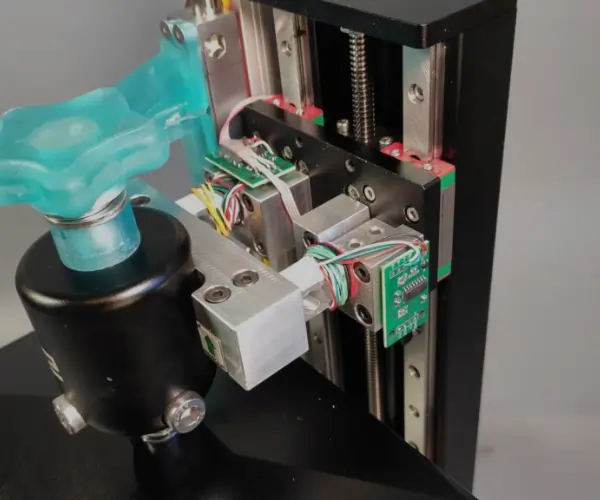
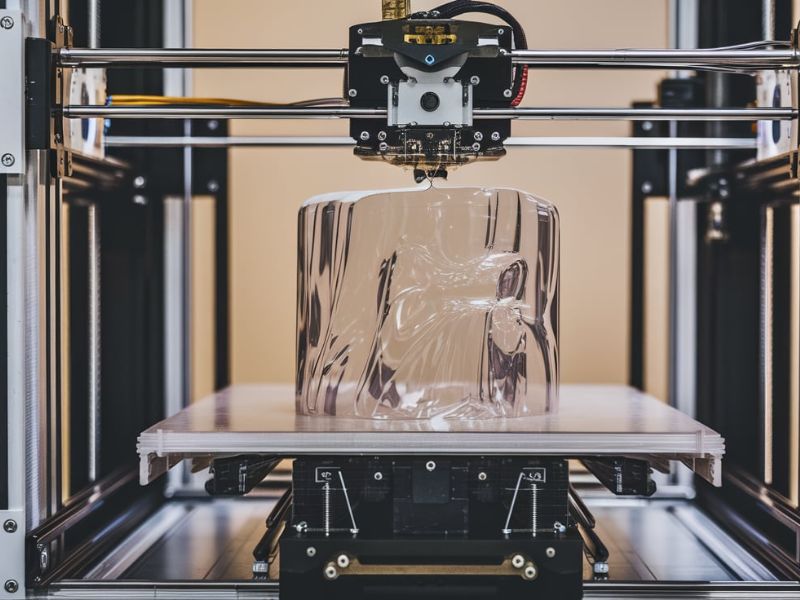
SLA parts have watertight, sealed walls because the UV curing process fuses each layer into a continuous solid — no inter-layer porosity, no FDM-style layer gaps. Wall thickness ≥ 1.5 mm reliably produces watertight seals confirmed by pressurization testing. Used for fluid visualization models, microfluidic device prototypes, waterproof enclosure prototypes, and biomedical flow-path models where FDM or SLS parts would leak.
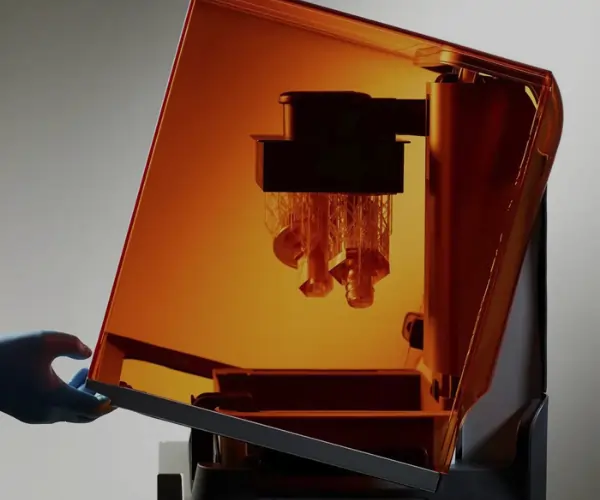
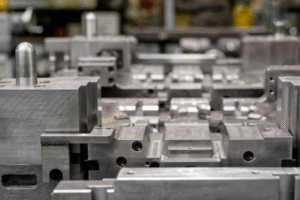
XC Machining offers standard (65 MPa, brittle, ideal for display models), tough/ABS-like (55 MPa, 25–35% elongation, snap fits), clear/transparent (optical-grade clarity, 60 MPa), flexible/PP-like (Shore A 80, 70–130% elongation), high-temperature (HDT 220°C, mold inserts), and castable (0% ash, investment casting masters). Engineers recommend the optimal resin during DFM review based on mechanical load, temperature, optical, and casting requirements.
Upload STL or STEP file. XC Machining engineers return DFM review within 12 hours: minimum wall thickness check (≥ 1.0 mm), support placement strategy to protect cosmetic surfaces, build orientation for optimal face finish, resin recommendation, and post-processing plan (sanding, painting, clear coating) to achieve your target Ra and color specification.