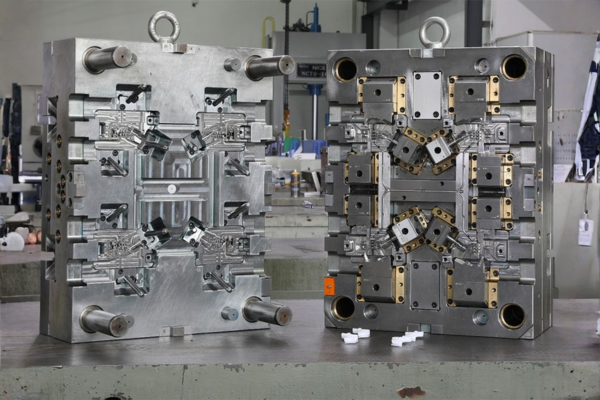
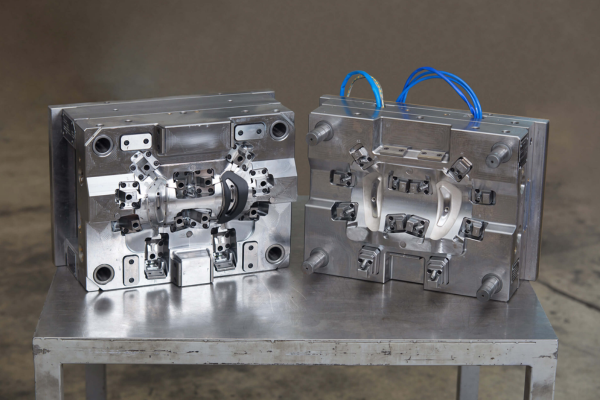

XC Machining's mold shop houses 5-axis CNC mills, wire EDM, sinker EDM, CNC surface grinders, and CNC gun drills under one roof. All mold design, steel cutting, heat treatment, EDM texturing, polishing, assembly, and T1 trials happen in-house — no outsourced steps.

Mold steels: aluminum 7075 (prototype, 10K shots), P20 (pre-hardened, 100K shots), NAK80 (pre-hardened mirror polish, 300K shots), H13 (hardened 48–52 HRC, 1M shots), and S136 stainless (corrosion-resistant, 1M+ shots for PVC, PA+GF, and LSR resins).
Every mold project receives Moldflow simulation analyzing fill pattern, weld line location, air trap positions, cooling uniformity, warpage prediction, and gate location optimization — all before cutting steel. DFM report and Moldflow results delivered within 48 hours of file upload.
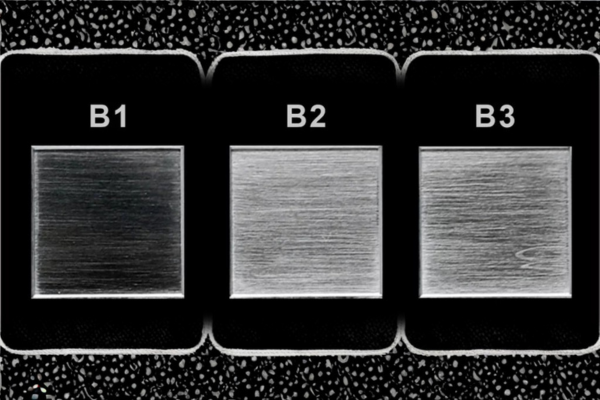
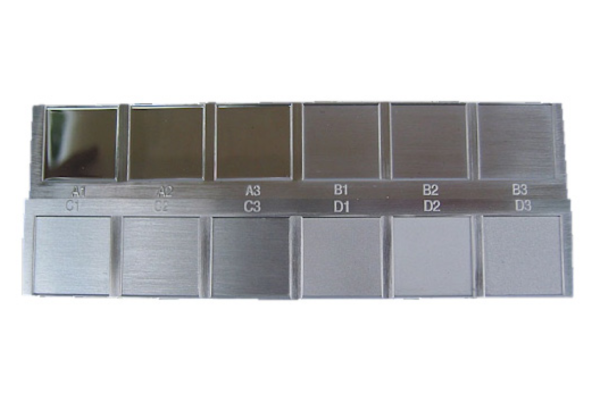
Mold cavity finishes per SPI standard: A-1 diamond polish (Ra 0.012 μm, optical), B-1 stone polish (Ra 0.05 μm, semi-gloss), C-1 stone finish (Ra 0.35 μm, matte), D-1 sandblast (Ra 0.8 μm, textured). Mold-Tech and VDI custom textures available.