Choose 6061 aluminum for machined structural and functional parts, and 6063 aluminum for cosmetic or anodized parts where surface appearance matters more than strength. 6061-T6 is the stronger grade, with a yield strength near 276 MPa (40,000 psi) versus about 214 MPa (31,000 psi) for 6063-T6, and it machines with cleaner chip formation. 6063-T6 is softer and lower strength, but it extrudes into complex profiles and anodizes to a brighter, more uniform finish, which is why it dominates architectural and heat-sink work. Both share the same magnesium-silicon family and similar corrosion resistance, so the decision usually comes down to load versus looks.
What is the difference between 6061 and 6063 aluminum?
The core difference is that 6061 is a structural alloy and 6063 is an architectural alloy. Both belong to the 6000 series and use magnesium and silicon as their main alloying elements, but 6061 carries more of them plus a small copper addition, which raises its strength and hardness. 6063 has a leaner composition, which lowers strength but improves how cleanly it flows through an extrusion die and how evenly it takes an anodized finish.
In machining terms, you can think of 6061 as the default workhorse for solid blocks, plates, and load-bearing parts, while 6063 is the grade you reach for when a part is extruded first or when the anodized surface is the selling point.
6061 vs 6063: how do the mechanical properties compare?
6061-T6 is roughly 30% stronger than 6063-T6 in yield strength, which makes it the clear choice for parts that carry load. The numbers below are typical T6 values for each alloy and explain why structural brackets, fixtures, and housings almost always specify 6061.
| Property | 6061-T6 | 6063-T6 |
| Ultimate tensile strength | ~310 MPa (45,000 psi) | ~241 MPa (35,000 psi) |
| Yield strength | ~276 MPa (40,000 psi) | ~214 MPa (31,000 psi) |
| Elongation at break | ~12% | ~12% |
| Brinell hardness | ~95 HB | ~73 HB |
| Modulus of elasticity | ~68.9 GPa | ~68.9 GPa |
| Primary use | Structural, functional parts | Extrusions, cosmetic, architectural |
Note: Values are typical published properties for the T6 temper and vary slightly by supplier and product form.
The stiffness (modulus) is essentially identical, so for a deflection-limited part the two behave the same. The gap opens up under static and yield loading, where 6061 holds significantly more before it deforms.
Which aluminum is easier to CNC machine, 6061 or 6063?
6061 machines more predictably than 6063 because its higher hardness helps chips break cleanly instead of smearing. 6063 is softer and slightly gummier, so it tends to produce stringy chips and can leave a rougher as-machined surface unless feeds, speeds, and tool geometry are tuned for it. Neither alloy is difficult, and both run well at high spindle speeds, but a shop will generally hit a tighter as-machined finish on 6061 with less fuss.
At XC Machining, both grades hold tolerances to ±0.005 mm on our precision CNC milling centers and lathes. The practical machining difference shows up most on parts with thin walls or fine features, where 6063’s softness can let the part flex or burr, and where 6061’s stiffness and chip control give a more repeatable result.
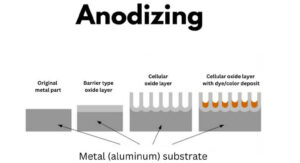
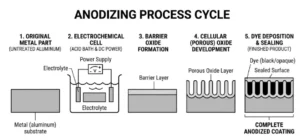
Which grade anodizes and finishes better?
6063 anodizes to a brighter, more uniform, and more cosmetically consistent finish than 6061. Its leaner alloy chemistry produces a clearer oxide layer, which is why it is the standard for architectural trim, consumer product housings, and visible extruded profiles. 6061 still anodizes well and is used in countless finished products, but its higher alloying content can produce slightly more color variation, especially across large visible surfaces or when matching multiple parts in a set.
If your part is going to be a clear or lightly dyed anodized cosmetic surface, utilizing industrial anodizing services on a 6063 substrate is the safer specification. If the part is functional, structural, or hidden inside an assembly, 6061’s finish is more than adequate and its strength advantage wins. For either grade, a bead-blast step before anodizing evens out the surface and hides minor machining marks.
If you are planning tight structural features around these finishes, remember that the oxide buildup directly affects geometry. Be sure to check our guide on anodizing dimensional change before releasing your drawings.
Availability, stock forms, and cost
6061 is far easier to source as machining stock, while 6063 is mostly sold as extruded profiles. 6061 is stocked in plate, bar, rod, and sheet in a wide range of sizes, so it suits parts that start from solid material and get fully machined. 6063 is produced primarily as extrusions, which means it is ideal when a part begins as a profile and only needs secondary machining, but harder to obtain economically as thick plate for a fully machined block.
Raw material pricing for the two grades is similar pound for pound. The real cost driver is form and availability: machining a part from solid 6063 plate can cost more simply because the stock is less common, while the same part in 6061 comes from readily available plate. For most fully machined parts, 6061 is both the stronger and the more economical default.
When should I choose each grade?
Choose 6061 for any part that carries load, needs tight machined features, or starts from solid stock. Choose 6063 when the part is extruded, when a flawless anodized appearance matters, or when the design calls for a complex constant-profile cross section like a heat sink or frame rail.
Choose 6061-T6 when:
-
The part is structural or load-bearing (brackets, mounts, housings, fixtures).
-
You need the best as-machined finish and tightest features from solid stock.
-
You want the most available, economical machining material.
-
You are weighing maximum durability against ultra-high-strength structural options like in our 7075 vs 6061 aluminum engineering comparison.
Choose 6063-T6 when:
-
The part starts as an extrusion or has a constant profile cross section.
-
A bright, uniform anodized cosmetic finish is the priority.
-
Strength requirements are modest and appearance leads the design.
Frequently Asked Questions
Is 6061 stronger than 6063? Yes. 6061-T6 has a yield strength of about 276 MPa (40,000 psi) versus about 214 MPa (31,000 psi) for 6063-T6, roughly 30% higher. For load-bearing machined parts, 6061 is the standard choice.
Can you CNC machine 6063 aluminum? Yes, 6063 machines well, but it is softer than 6061 and can produce stringy chips and a slightly rougher as-machined surface. With tuned feeds, speeds, and sharp tooling, it holds tight tolerances, though most fully machined parts default to 6061.
Why does 6063 anodize better than 6061? 6063 has a leaner magnesium-silicon chemistry with less copper and other elements, which produces a clearer, more uniform oxide layer. This gives a brighter, more cosmetically consistent anodized finish, the reason it dominates architectural and visible-profile parts.
Which is cheaper to machine, 6061 or 6063? For fully machined parts from solid stock, 6061 is usually cheaper because it is widely stocked as plate and bar. 6063 is most economical when the part starts as an extruded profile rather than a solid block.
Do 6061 and 6063 have the same corrosion resistance? Both offer good corrosion resistance typical of the 6000 series and improve further with anodizing. 6063 is slightly more resistant in some marine and architectural settings, but for most applications the difference is minor.
Which grade is best for heat sinks? 6063, because it extrudes into the thin, complex fin profiles heat sinks require and has good thermal conductivity. 6061 is used for machined heat sinks where higher strength or a solid base is needed.
Sources
-
The Aluminum Association, Aluminum Standards and Data (alloy designations and typical properties)
-
ASM International, Properties and Selection: Nonferrous Alloys and Special-Purpose Materials
-
ASTM B221, Standard Specification for Aluminum and Aluminum-Alloy Extruded Bars, Rods, Wire, Profiles, and Tubes
About the Author
The XC Machining Engineering Team produces precision parts across aerospace, electronics, and industrial markets, holding tolerances down to ±0.005 mm. If you have an active design and need help establishing your manufacturing roadmap, navigate to our core aluminum CNC machining interface or submit your models to quote your aluminum part directly.