Wire EDM Machining: Cost, Tolerances & When to Use It
Author: Kevin Zhao, Head of Engineering, XC Machining
Kevin Zhao has 12 years of manufacturing engineering experience including wire EDM process qualification for tool steel dies, aerospace titanium components, and precision medical instruments.
For design engineers specifying a part that requires an internal corner radius of 0.1 mm — or a keyway slot in hardened H13 tool steel at HRC 52 — the conversation is short: that feature requires wire EDM. Not because CNC milling is inadequate, but because CNC milling’s smallest standard end mill radius is 0.25–0.5 mm, and CNC cutting tools break on hardened tool steel above HRC 45. Wire EDM has no minimum internal corner radius (the wire diameter itself is the limitation, at 0.1–0.3 mm) and removes material by electrical discharge — hardness is irrelevant. You can wire EDM tungsten carbide, polycrystalline diamond, and hardened D2 at 62 HRC with the same tolerance capability as soft aluminium.
The cost structure of wire EDM is also the inverse of CNC machining: there are no cutting tools to wear, no cutting forces to cause deflection or chatter, and almost no setup force on the workpiece. The process simply takes time — wire EDM cuts at 2–6 mm/min for a single rough pass on a 50 mm stack, which makes it slower than CNC for features that CNC can produce. Wire EDM cost ranges from $40–$120/hr at US shops and $15–$35/hr at Chinese ISO-certified facilities, with per-part costs of $30–$500+ depending on cut length and required passes.
This guide covers the wire EDM process, when it is the right and only choice, tolerance capabilities, cost structure, and DFM rules for designing wire EDM features correctly.
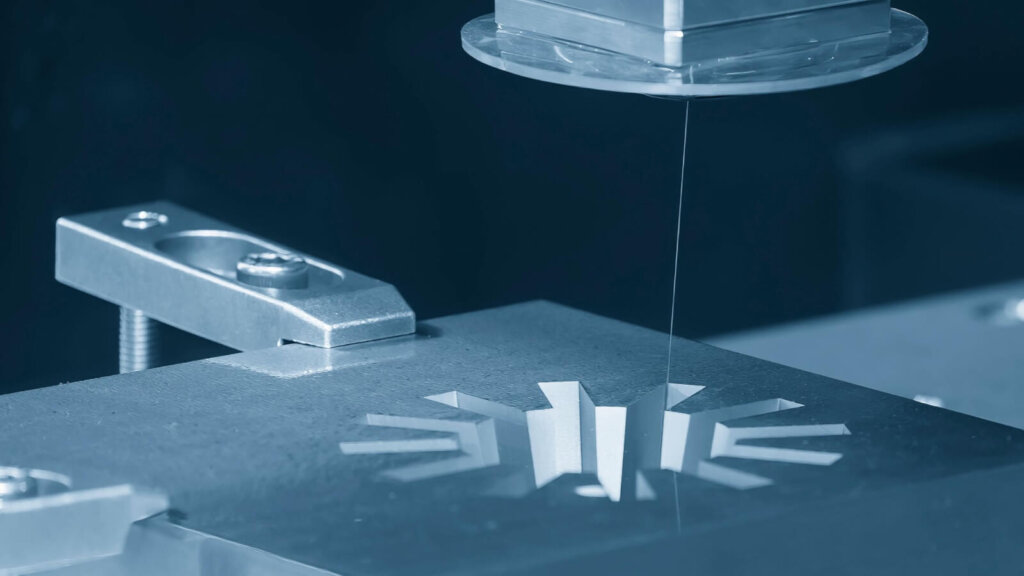
Wire EDM Process: How It Works
Wire EDM removes material through controlled electrical spark erosion — not mechanical cutting. A thin brass wire (typically 0.1–0.3 mm diameter) is fed continuously through the workpiece while a pulsed electrical current generates sparks across a gap of 0.01–0.05 mm filled with deionised water. Each spark removes a microscopic amount of material. The wire never contacts the part — cutting force is effectively zero. This is why wire EDM works on any electrically conductive material regardless of hardness.
| Parameter | Wire EDM | CNC Milling | Notes |
|---|---|---|---|
| Cutting force on workpiece | Near-zero (spark erosion) | Significant (tool pressure) | EDM won’t deflect thin or delicate parts |
| Minimum internal radius | 0.05–0.15 mm (wire radius) | 0.25–1.0 mm (end mill radius min) | EDM can produce sharper internal corners |
| Material hardness limit | None — works on any conductor | ~HRC 45 (tool steel) | EDM cuts hardened tool steel, carbide, Inconel |
| Tolerance capability | ±0.002–0.005 mm standard | ±0.005–0.025 mm standard | EDM is more precise for contouring |
| Surface finish achievable | Ra 0.1–0.8 µm (multi-pass) | Ra 0.4–3.2 µm (machined) | EDM produces excellent surface finish without burrs |
| Cutting speed | 2–6 mm/min rough; 0.5–2 mm/min finish | 200–2000 mm/min milling | EDM is much slower than CNC milling |
| Setup | Wire threading + fixturing: 30–90 min | Fixture and tool setup: 30–120 min | Similar setup time; EDM less fixture-sensitive |
| Materials | Any electrically conductive material | Any machinable material (including non-conductive) | EDM cannot cut plastics or ceramics |
XC Machining’s wire EDM machining operates Fanuc and Makino wire EDM machines with auto-threading and ±0.003 mm positioning accuracy. We use wire EDM for precision die components, medical instrument profiles, aerospace titanium fittings, and any part requiring tight internal radii or hardened material machining.
When Wire EDM Is the Only Option: 5 Geometry and Material Conditions
1. Internal Corners Sharper Than 0.5 mm Radius
CNC milling internal corners are limited by end mill radius — smallest common production end mill is 0.5 mm radius (1 mm diameter). Wire EDM internal corner radius is limited only by wire diameter (0.1–0.15 mm radius for a 0.2 mm diameter wire). For punch and die tooling, aerospace structural brackets with sharp load paths, and precision instrument components where sharp internal corners are functional — wire EDM is the only practical process.
2. Hardened Material Above HRC 45
CNC tool steel machining above HRC 45 destroys carbide tooling rapidly — tool life drops to minutes, surface quality degrades, and dimensional control is compromised. Wire EDM is indifferent to workpiece hardness — it erodes the material electrically regardless of HRC. Standard practice: rough machine to near-net shape in soft (annealed) condition, heat treat to final hardness, then wire EDM finish for tolerance-critical features. This sequence eliminates post-heat-treat distortion effects on precision dimensions.
3. Thin Fragile Parts Where Cutting Force Would Cause Deflection
Parts with wall sections below 0.3 mm, delicate cantilever features, or features that would deflect or vibrate under CNC milling force are candidates for wire EDM. Wire EDM’s near-zero cutting force allows machining of features that CNC would crack, deform, or vibrate into non-conformance.
4. Through-Profile Extrusions — Same Contour Through Full Thickness
Wire EDM excels at cutting through-profiles: a contour that extends completely through the workpiece thickness. Gears, sprockets, complex cam profiles, precision apertures, and punches and dies are all ideal wire EDM applications because the wire cuts the full profile in one linear pass through the stack regardless of material thickness.
5. Exotic or Difficult Materials Where CNC Tooling Fails
Tungsten carbide, polycrystalline diamond (PCD), titanium aluminide (TiAl), Inconel 718, and molybdenum are materials where conventional CNC machining is challenging or impossible at production rates. Wire EDM machines all conductive materials at consistent parameters — making it the process of choice for aerospace exotic alloys, cemented carbide tools, and high-temperature superalloys.
Wire EDM Cost Breakdown: 2026 Rate Table
| Cost Element | US Wire EDM Shop | XC Machining (China) | Notes |
|---|---|---|---|
| Machine hourly rate | $60–$120/hr | $18–$35/hr | Includes depreciation, dielectric, operator |
| Wire cost (brass, per job) | $5–$25/job typical | $3–$12/job | Brass wire $0.01–$0.03/ft; job cost depends on cut length |
| Setup / programming | $80–$200/setup | $30–$80/setup | One-time per part number, amortised over quantity |
| Per-part cost (simple profile, 50 mm stack) | $60–$180/part (1 pc) | $20–$60/part (1 pc) | Cut length ~200 mm, single rough + 2 finish passes |
| Per-part cost (complex die component) | $200–$800/part | $65–$280/part | Multiple contours, tight tolerances, T material |
| Total cost saving vs US shop | Baseline | 40–55% lower | Primary driver: hourly rate differential |
Wire EDM Tolerances and Surface Finish
| Specification | Single Rough Pass | Rough + 1 Finish Pass | Rough + 2–3 Finish Passes |
|---|---|---|---|
| Dimensional tolerance | ±0.010–0.020 mm | ±0.004–0.008 mm | ±0.002–0.005 mm |
| Surface finish Ra | 1.5–3.0 µm | 0.4–1.0 µm | 0.1–0.4 µm (near-ground quality) |
| Machining time relative | 1.0× (fastest) | 1.8–2.5× | 2.5–4.0× |
| Cost relative | 1.0× | 1.5–2.0× | 2.0–3.5× |
| Recast layer thickness | 8–15 µm | 3–8 µm | <2 µm |
| Best application | Rough stock removal, non-precision profiles | Standard production parts, tooling | Medical, aerospace, optical — highest precision |
Recast layer (the thin surface zone affected by the electrical discharge, sometimes called the heat-affected zone or white layer) is 2–15 µm thick depending on rough/finish pass sequence. For fatigue-critical aerospace parts and medical implants, the recast layer specification is typically <2 µm, requiring multiple finish skim passes. For tooling and general precision work, 8–15 µm recast layer is acceptable.
DFM Rules for Wire EDM Parts
- All wire EDM features must be fully through-cuts — the wire must have an entry and exit path. Blind pockets cannot be wire EDM’d (use CNC milling for blind features, wire EDM for through features)
- Specify minimum internal corner radius ≥ 0.15 mm — not ‘0 mm’ or ‘sharp’. The wire diameter sets the minimum; trying to cut a truly sharp corner causes wire breakage
- Confirm the part material is electrically conductive — wire EDM cannot machine plastics, ceramics, or glass. If a non-conductive insert is required in a metal assembly, machine the metal by wire EDM and press the insert in afterward
- For hardened tool steel programmes: finalise all dimensions before heat treatment, then allow wire EDM finishing as the last operation. Post-heat-treat distortion of ±0.05–0.2 mm is managed by machining stock allowance
- Wire entry point must be specified — the wire starts by threading through a pre-drilled start hole (0.3–0.5 mm diameter). Plan for one start hole per closed contour in the design
Frequently Asked Questions
What materials can be wire EDM machined?
Wire EDM can machine any electrically conductive material regardless of hardness: all ferrous steels (including hardened tool steel to 70 HRC), stainless steels, aluminium alloys, titanium alloys, nickel superalloys (Inconel, Waspaloy), cobalt-chrome, copper alloys, tungsten carbide, and even polycrystalline diamond (PCD). Wire EDM cannot cut non-conductive materials: plastics, ceramics, glass, and composites. For CFRP (which contains conductive carbon fibres), EDM is technically possible but the epoxy matrix creates non-uniform discharge conditions — CNC machining is the correct process for CFRP.
How tight a tolerance can wire EDM achieve?
Wire EDM with a rough pass plus two or three finish (skim) passes achieves ±0.002–0.005 mm dimensional tolerance and Ra 0.1–0.4 µm surface finish — approaching cylindrical grinding quality on complex contours. Single-pass roughing achieves ±0.010–0.020 mm. Most production wire EDM work is done with rough + one finish pass at ±0.004–0.008 mm, which balances accuracy and machining time. The tightest practical wire EDM tolerance for production programmes is ±0.0025 mm (0.1 mil) on features requiring multiple skim passes.
What is the recast layer in wire EDM and does it matter?
The recast layer is a thin surface zone (2–15 µm) where the electrical discharge melted and resolidified the workpiece material rather than ejecting it as debris. This resolidified layer has different properties than the base material — it may be harder, more brittle, and more susceptible to fatigue cracking under cyclic loading. For fatigue-critical aerospace parts and medical implants, the recast layer must be minimised (<2 µm) through multiple finish passes or removed by light electrochemical polishing. For tooling applications (dies, punches), the recast layer is generally acceptable and may even provide slightly increased surface hardness.
Conclusion: Wire EDM for Hardened Material, Sharp Internal Corners, and Through-Profiles
- Wire EDM is the only viable process for: internal corners < 0.5 mm radius, hardened material above HRC 45, and through-profiles in any conductive material
- Tolerance capability: ±0.002–0.005 mm with multiple finish passes — finer than CNC milling for complex contours
- Cost: $60–$120/hr US shops; $18–$35/hr at XC Machining — 40–55% cost saving at equivalent precision for complex wire EDM components
XC Machining provides wire EDM alongside CNC machining, injection moulding, and sheet metal fabrication — submit your drawings for a free DFM review at xcmachining.com.