3-Axis vs 5-Axis CNC Machining: Cost, Tolerance & When to Upgrade
Author: Kevin Zhao, Head of Engineering, XC Machining
Kevin Zhao has 12 years of manufacturing engineering experience, including process qualification of 5-axis machining programmes for aerospace brackets, medical implants, and precision industrial components.
For design engineers comparing 3-axis and 5-axis CNC machining quotes for a complex aluminium housing, the surface-level comparison — 5-axis machine rate of $120–$200/hr vs 3-axis rate of $60–$80/hr — can produce the wrong decision. The 5-axis machine runs at 75–150% higher hourly rate, but if it completes the part in 2 setups instead of 6, eliminating 4 fixture changes at $150–$400 each and 4 re-datum operations, the 5-axis total job cost may be 20–40% lower than the 3-axis multi-setup equivalent. On complex parts, 5-axis machining is not a luxury — it is the economical choice.
The correct comparison is not 5-axis hourly rate vs 3-axis hourly rate. It is total 5-axis job cost (machine time × rate + programming + single fixture) vs total 3-axis job cost (machine time × rate × number of setups + programming × setup count + multiple fixtures + dimensional error accumulation risk). On simple prismatic parts with all features accessible from 3 sides — 3-axis wins clearly. On parts with compound angles, deep pockets, undercuts, or features on 4+ faces — 5-axis wins on both quality and total cost.
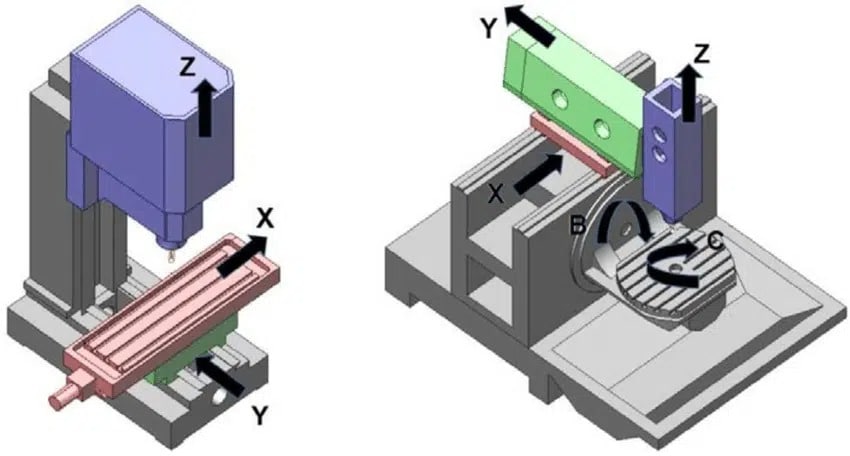
What 3-Axis and 5-Axis CNC Machines Actually Do Differently
| Capability | 3-Axis CNC | 3+2 Axis (Indexed) | Full 5-Axis (Simultaneous) |
|---|---|---|---|
| Axes of motion | X, Y, Z (linear only) | X, Y, Z + A, B indexed to fixed angle | X, Y, Z + A, B rotating continuously |
| Tool approach angle | Fixed — perpendicular to XY plane only | Multiple fixed angles — reindex between operations | Continuous — tool reorients during cut |
| Feature access | 3 faces per setup (top + 2 sides with index) | Up to 5 faces in one setup | All faces and compound angles in one setup |
| Minimum setups for 6-faced part | 6 separate setups | 1–2 setups (indexed) | 1 setup (full 5-axis) |
| Datum accumulation error | High — each setup introduces ±0.02–0.05 mm re-datum error | Low — datum held through index | Minimal — single datum throughout |
| Surface finish on curved surfaces | Scallops visible — ball-end mill can only approximate | Better than 3-axis | Excellent — tool maintains optimal contact angle |
| Machine hourly rate | $60–$80/hr | $80–$120/hr | $120–$200/hr |
| Best for | Simple prismatic parts, 1–3 side features | Most complex parts — best cost/performance ratio | Turbine blades, impellers, medical implants, compound-angle parts |
XC Machining’s 5-axis CNC machining centres run simultaneous 5-axis with ±0.005 mm positioning accuracy. Most complex parts are produced in 3+2 indexed mode — which captures 90% of the 5-axis benefit at lower programming complexity. Full simultaneous 5-axis is used for compound-surface aerospace and medical parts.
The Real Cost Comparison: Total Job Cost, Not Hourly Rate
| Cost Element | 3-Axis (6 setups) | 3+2 Axis (2 setups) | Full 5-Axis (1 setup) |
|---|---|---|---|
| Machine hourly rate | $70/hr | $100/hr | $150/hr |
| Total machine time | 8 hours (incl. setup changes) | 5 hours | 4 hours |
| Fixture cost | $400 × 6 setups = $2,400 | $600 × 2 setups = $1,200 | $800 × 1 setup = $800 |
| Programming cost | $300 × 6 programs = $1,800 | $500 × 2 programs = $1,000 | $800 × 1 program = $800 |
| Machining cost | $70 × 8 hrs = $560 | $100 × 5 hrs = $500 | $150 × 4 hrs = $600 |
| Inspection overhead (re-datum risk) | $400 (extra inspection + potential rework) | $150 | $100 |
| Total job cost (1 part) | $5,160 | $2,850 | $2,300 |
| Total job cost (10 parts) | $1,236/part | $735/part | $640/part |
For this representative complex aluminium housing with features on 6 faces, 5-axis total job cost is 55% lower than 3-axis at single quantity and 48% lower at 10 parts — despite the higher hourly rate. The saving comes entirely from setup elimination.
When 3-Axis Is the Right Choice
- Simple prismatic parts with features on 3 or fewer faces: a flat bracket with holes, slots, and counterbores accessible from top and two sides requires only 2–3 setups on 3-axis — 5-axis adds no benefit
- High-volume production of simple geometry: 3-axis machines are faster cycle time for simple geometry and lower capital cost, making them optimal for high-volume simple parts where setup elimination is not a constraint
- Budget-constrained prototype runs where the complex feature can be split into two simple parts: designing a complex 5-axis part as two simpler 3-axis parts welded or fastened together is sometimes the most cost-effective approach
- Flat profile cutting — 2D contours, pockets, and profiling: 3-axis is the standard for profile cutting where no compound angles exist
When 5-Axis Is Required — The 6 Geometry Conditions
1. Features on More Than 3 Faces
Any part requiring machined features on 4, 5, or 6 faces requires at least 3+2 (indexed) capability to complete in a reasonable number of setups. Each additional setup on a 3-axis machine adds re-datum error (±0.02–0.05 mm per datum transfer), increasing the probability that features on opposite faces fail to meet their positional relationship requirement.
2. Compound Angle Features
A hole drilled at 35° to the horizontal and 20° to the vertical simultaneously (compound angle) cannot be produced on a 3-axis machine without a custom angled fixture. A 3+2 machine indexes to the compound angle and drills straight. A 5-axis machine produces compound angles as standard — this is the most common reason 3+2 is specified over 3-axis.
3. Deep Pockets With Thin Walls
Deep pockets (depth-to-width ratio > 4:1) machined with 3-axis require long-reach tooling with reduced stiffness, producing chatter and poor surface finish. 5-axis tilts the tool relative to the pocket wall, allowing shorter, stiffer tooling to reach the same depth without chatter.
4. Curved or Sculpted Surfaces
3-axis ball-end milling of curved surfaces leaves visible scallops between tool paths. 5-axis simultaneous machining maintains optimal tool contact angle along the curved surface, producing better surface finish with wider step-overs — meaning faster machining and smoother surface in the same operation.
5. Medical Implants and Aerospace Contoured Components
Orthopaedic implant geometries, dental prosthetics, and aerospace aerofoil sections have compound-curved surfaces that require full simultaneous 5-axis. These parts are geometrically impossible at production quality on 3-axis machines.
6. Parts Where Datum Accumulation Error Would Exceed Tolerance
If a part has positional tolerances between features on opposite faces of ±0.025 mm or tighter — 3-axis multi-setup machining introduces sufficient re-datum error to violate the tolerance. 5-axis single-setup machining maintains the positional relationship from a single datum throughout.
Frequently Asked Questions
How much more expensive is 5-axis machining than 3-axis?
5-axis machine hourly rates are 75–150% higher than 3-axis ($120–$200/hr vs $60–$80/hr). However, for complex parts, total job cost on 5-axis is often 30–55% lower than 3-axis because fewer setups (eliminating $150–$400 per fixture change and $300–$800 per programming event) more than offset the higher hourly rate. For simple prismatic parts with 1–3 side access, 3-axis is consistently cheaper. For complex parts requiring 4+ face access or compound angles, 5-axis total job cost is typically lower.
What is 3+2 axis machining and how does it differ from full 5-axis?
3+2 axis machining (also called positional 5-axis) uses two rotary axes to tilt the workpiece or spindle to a fixed angle, then performs cutting with 3 linear axes. The rotary axes do not move during the cut itself — they index between operations. Full 5-axis (simultaneous 5-axis) moves all five axes continuously during the cut, maintaining optimal tool angle throughout complex surface paths. 3+2 handles approximately 90% of real-world complex part requirements at lower programming cost. Full simultaneous 5-axis is required for true sculpted surfaces, turbine blades, impellers, and medical implant geometries.
Can 5-axis machining improve part quality compared to 3-axis?
Yes, in several specific ways. Single-setup 5-axis machining eliminates re-datum error from multiple setups (±0.02–0.05 mm per transfer in 3-axis), producing better positional relationships between features on different faces. Optimised tool contact angle in 5-axis milling produces better surface finish on curved surfaces than 3-axis ball-end milling. Shorter, stiffer tool reaches (by tilting the workpiece rather than using long-reach tooling) reduce chatter and tool deflection on deep features. For complex precision parts, 5-axis typically produces superior dimensional quality and surface finish versus 3-axis multi-setup equivalents.
Conclusion: Evaluate Total Job Cost, Not Hourly Rate
- For simple prismatic parts with ≤ 3 side access — 3-axis at $60–$80/hr is the economical choice
- For complex parts with features on 4+ faces, compound angles, or deep cavities — 5-axis total job cost is typically 30–55% lower than 3-axis multi-setup equivalent
- 3+2 axis handles 90% of complex part requirements at lower programming cost than full simultaneous 5-axis — always ask your supplier which mode fits your geometry
XC Machining provides 3-axis, 3+2, and simultaneous 5-axis CNC machining. Submit your files for a free setup analysis at xcmachining.com.