Skip to content
Skip to content 
3D Printing technology, commonly referred to as additive manufacturing, involves creating three-dimensional objects by layering adhesive materials based on digital model files. Hailed as one of the “12 disruptive technologies that will shape the future economy”, and driving force of third industrial revolution, types of 3D printing marks a massive industrial transformation from traditional manufacturing towards intelligent production methods that has opened a whole new generation of technological advancements and spurred on another wave of technological progress.
Compare to traditional manufacturing technologies, 3D printing technology offers unique characteristics: mold elimination, waste reduction and inventory decrease – three elements which enable it to effectively improve structure optimization while saving materials and energy in production, greatly increasing manufacturing efficiency, as well as realizing innovative concepts of “design-led manufacturing”.
History of 3D Printing

Looking back over its development history, 3D printing technology can be traced back to Stereolithography Appearance (SLA), invented by American scientist Charles Hull in 1984. Since then, several technologies such as selective laser sintering (SLS) types of 3D printing, selective laser melting (SLM), three-dimensional printing and bonding (3DP), etc. were gradually created over time.
Since the dawn of this century, types of 3D printing technology has experienced dramatic advancement and rapidly entered an era of rapid global development. Under major technologies like 3D printing and additive manufacturing (AM), numerous innovative subtechnologies have gradually emerged to meet specific industry requirements and effectively supplement traditional manufacturing techniques.
Classification Of Types of 3D Printing
According to the ISO/ASTM 52900: 2015 standard issued by the International Organization for Standardization’s Additive Manufacturing Technical Committee, types of 3D printing process solutions are mainly divided into seven categories.
I. Material extrusion type
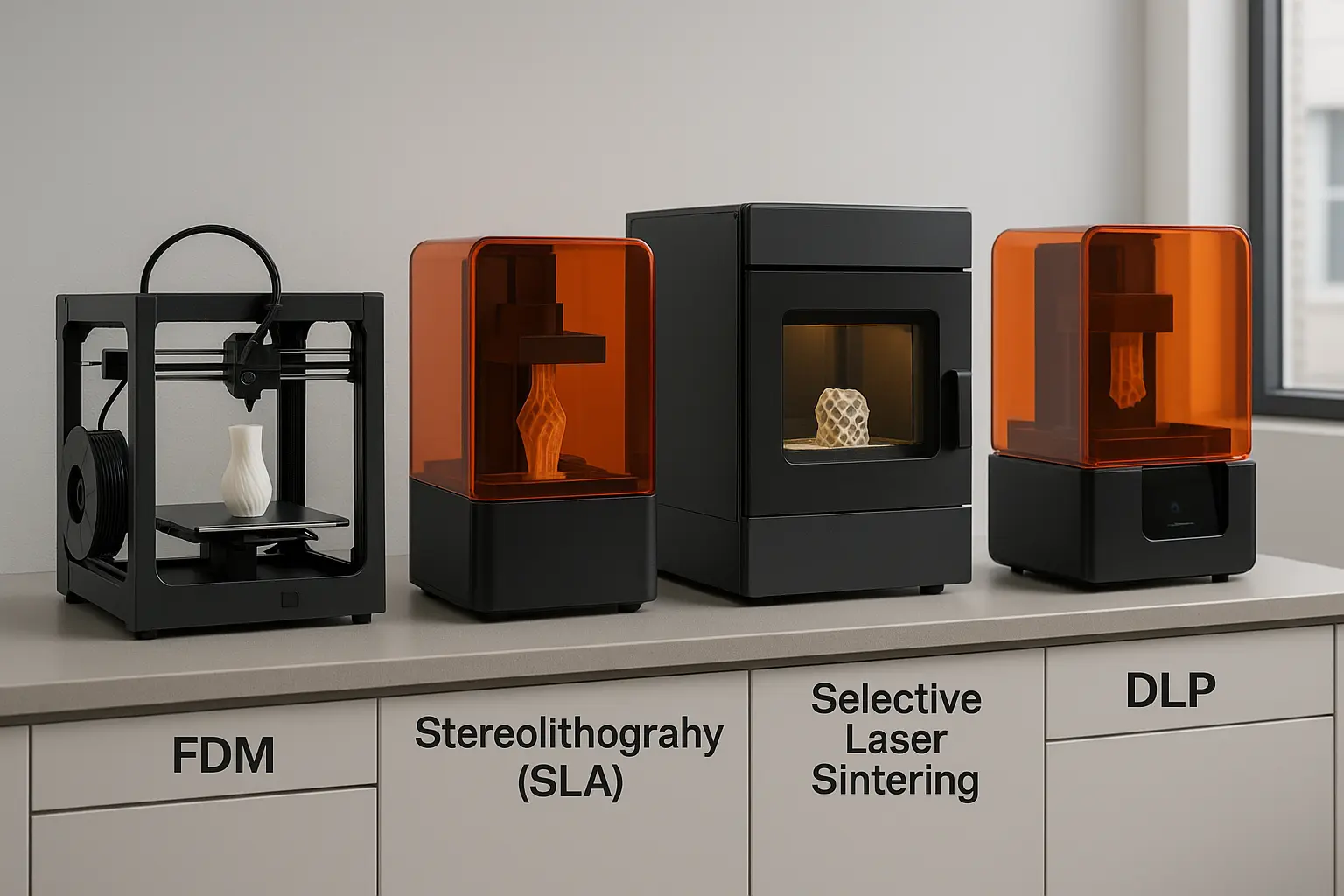
Fused Deposition Modeling (FDM) is types of 3D printing, one of the more intuitive and popular printing processes, involves strategically depositing material through nozzles or orifices. Fused Deposition Modeling is perhaps most intuitively straightforward of these printing technologies: during production the machine heats and melts filamentary thermoplastic material before extrusion through micro jet nozzles onto an appropriate platform and eventually deposition. After cooling occurs a cross section layer forms that is printed layer by layer until an object has taken shape completely; typically printing materials include polylactic Acid (PLA), thermoplastic Polyurethane Elastomer TPU), Acrylonitrile Butadiene Styrene (ABS), etc.
Advantages: Low equipment and consumable costs, wide types of 3D printing material availability options and strength in printed products all add up to lower printing expenses and faster production rates.
Disadvantages: low printing accuracy, high surface roughness of the printed sample.
II. Photopolymerization Synthesis
Selective light curing of liquid polymers using light of specific wavelengths. This type of technology uses photosensitive resins, which undergo a morphological transition from liquid to solid under illumination, thus enabling the printing process. Depending on the type of light source, illumination method, and molding method, it can be divided into stereolithography appearance (SLA) types of 3D printing and digital light processing (DLP), with different principles and printing processes.
Among them, SLA types of 3D printing uses a laser to scan the surface of the liquid resin point by point, and the point-line-surface sequence is cured to complete the formation of one layer, which is then layered with the movement of the molding platform to form a three-dimensional solid. DLP uses full-surface exposure for the formation of one layer, with light sources mostly being LED ultraviolet light sources. The exposure pattern for each layer is generated by spatial light modulators such as digital dynamic mask chips.
Advantages: high processing accuracy, smooth surface of the printed product, and high efficiency of full-surface exposure molding.
Disadvantages: limited range of materials, weaker material properties.
Ⅲ. Directional Energy Deposition Type
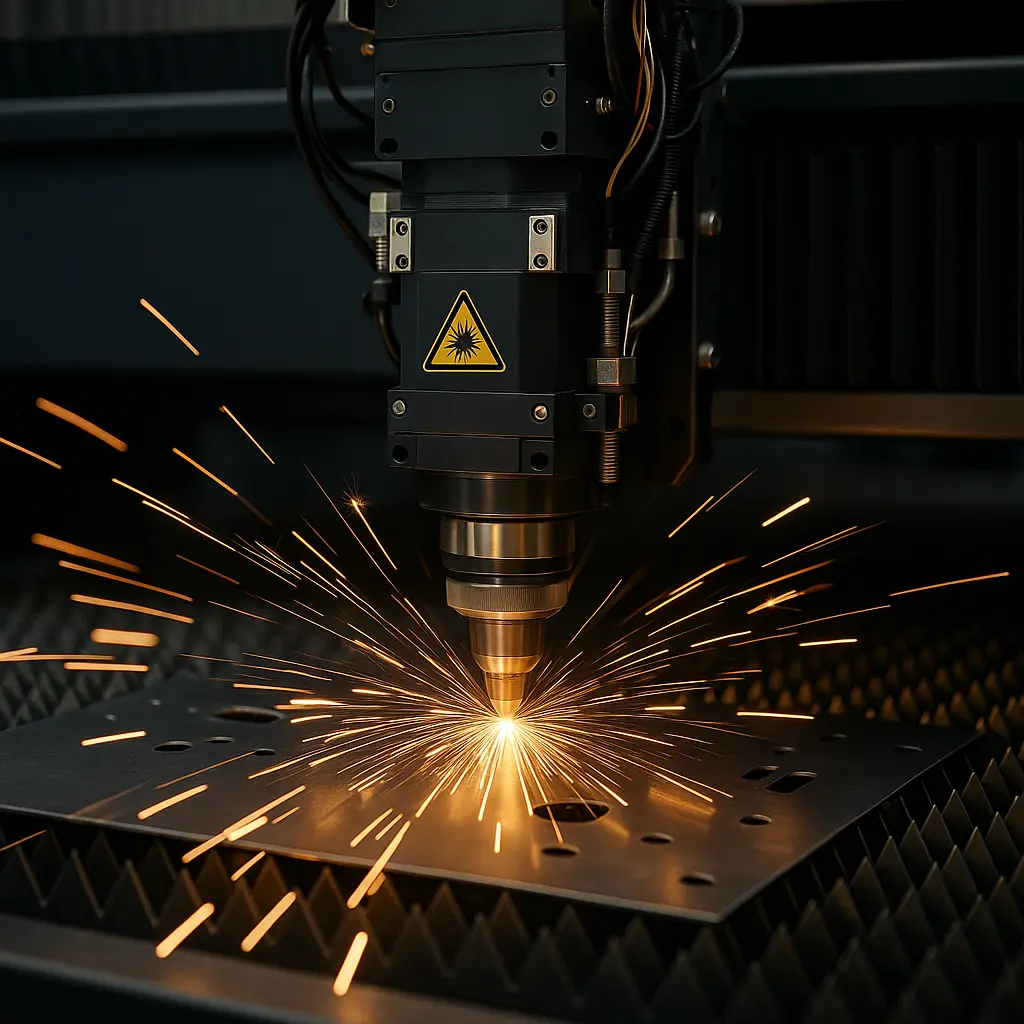
The process of using types of 3D printing focused thermal energy to melt materials for immediate deposition, mainly including laser-assisted powder delivery (LENS, LBMD, LSF) and electron beam direct manufacturing (EBDM), is mainly used to construct or repair existing structures. The process involves an energy source such as a laser beam generating a molten pool in the deposition area and moving at high speed, with a nozzle sending wire-like or powder-like materials (such as titanium and cobalt-chromium alloys) into the high-temperature zone to be heated to the melting point, and then depositing layer by layer after melting. The nozzle or workbench is mounted on a highly mobile arm, allowing for highly flexible movement.
Advantages: No need for support, high processing flexibility, and efficient preparation and repair of components.
Disadvantages: Limited surface accuracy of machining, requiring additional processing of formed samples (such as cooperation with milling machines), and difficulty in repairing complex structural parts.

Ⅳ.Material Spray Type
The types of 3D printing evolution version of 2D inkjet printer. Material jetting can be divided into continuous material jetting (CMJ), nanoparticles jetting (NPJ) and drop on-demand (DOD). Its basic principle is to use charged deflecting plates and electromagnetic fields to accurately position the sprayed materials on the printing platform, and use ultraviolet light sources for curing and forming.
Material jetting is very similar to stereolithography (SLA) types of 3D printing mentioned above, except that the former can spray hundreds of tiny droplets at a time, while SLA selectively cures point by point in the entire barrel of resin through laser. The sprayed photosensitive droplet materials include polymers and plastics, such as acrylonitrile butadiene styrene ABS and polypropylene PP.
Advantages: It can achieve highly accurate full-color fast printing, increasing the aesthetic quality of prototypes and final components.
Disadvantages: limited range of materials, expensive, requiring post-processing to remove excess material.
V. Adhesive Jetting Molding
Also known as Three dimensional printing and gluing (3DP), it is a process of powder forming through adhesive spraying. The main process is to load powdered materials such as ceramics or polymers into a container, and use an inkjet print head to spray adhesive into the powder. Like sand mixed with water, a stronger structure will form.
A layer of powder will bond in selected areas, and repeating this process, the next layer of powder will be integrated with the previous layer through the penetration of the adhesive, thus forming a layered stack. When using metal and ceramic materials, it is necessary to remove the adhesive through high-temperature sintering and achieve metallurgical bonding between powder particles, so that the finished product has a certain strength and density.
Advantages: high molding efficiency, printing different colors in the same batch, no need for support structures.
Disadvantages: high roughness, low density of types of 3D printing molded parts, post-processing techniques such as degreasing and sintering for metals and ceramics, and the need to add wax to polymers to increase structural strength.
Ⅵ. Powder Bed Fusion Molding
This is another powder bed-based method, mainly used for the printing and manufacturing of 3D printer parts. Unlike the printing methods described above, powder bed melting does not involve the deposition of binder to achieve printing, and is mainly represented by selective laser sintering (SLS), selective laser melting (SLM), and electron-beam selective melting (EBSM).
The process of powder bed melting is generally as follows: using a powder spreading roller to evenly coat the powder material stored in hoppers and storage containers on the surface of the printing platform. Under a vacuum environment, high-energy beams such as high-power lasers or electron beams are used to melt and sinter the powder, causing it to combine together.
Then, a layer of powder is applied for the next sintering step until the entire solid is formed. Among them, electron-beam selective melting preheats the powder bed, and the temperature of the entire chamber can reach thousands of degrees, greatly reducing the residual stress of the formed parts; SLS types of 3D printing requires the addition of additional binders such as low-melting metal or resin materials.
Advantages: high precision, printing of various materials such as metal (such as titanium, aluminum, copper, stainless steel and high temperature alloy), ceramics and nylon.
Disadvantages: high cost, prone to warping when printing large-sized objects, slow speed.
VII. Sheet Laminating Type
After laser cutting, the materials are bonded together using adhesives or welding to form a solid object. Unlike the other processes listed above, sheet laminating printing technology can be used with materials other than metal plates, including almost any other material that can be rolled, such as paper. Sheet laminating mainly includes layered object manufacturing (LOM) and ultrasonic additive manufacturing (UAM).
LOM uses and types of 3D printing
glue to bond multiple layers of paper and cuts them with a sharp knife without heating or melting. The cutting method for each piece of paper is slightly different. UAM uses ultrasonic welding machines to bond metal sheets or metal strips, with each metal layer rolled onto the growing structure. The biggest technical advantage is low temperature, which is suitable for temperature-sensitive low-melting materials.
Advantages: fast molding speed, high precision, small warpage and deformation.
Disadvantages: Poor interlayer bonding, significant anisotropy in the structural strength of the molded sample, low material utilization, and limited ability to produce simple structural components.