Skip to content
Skip to content 
Now, there are numerous manufacturing processes for composite structures that can be applied to the production of various structures; however, given the industrial production efficiency and production cost in aerospace production for civil aircraft it is urgently important to improve curing process in order to decrease time and costs of curing process. Rapid prototyping technology offers one low-cost approach called discrete and stack molding which has proven its worth many times over. Mold pressing rapid prototyping technology, liquid forming technology, thermoplastic composite forming technologies are often employed.

Molding Rapid Prototyping Technology
Molding rapid prototyping technology is a process method in which prelaid prepreg blanks are placed into molds for densification and curing through heat pressurizing; molding speed is fast; product size accuracy and uniform quality can be assured through this technique; automation technology provides mass production at reduced costs of carbon fiber composite structural parts in civil aviation fields.
Major Steps of Molding:
- Obtain an extremely strong metal mold to perfectly correspond with the dimensions of parts to be produced; place this in a press, heat it, and close its cover.
- Shape and preform the required composite material according to its mold. Preforming is an integral step that enhances performance of finished part.
- Slide the preformed part into a heated mold. Once heated, compress under very high pressure of between 800psi to 2000psi depending on part thickness and material type used (typically between 800 psi to 2000 psi depending on thickness) until pressure release occurs; after which remove parts from mold as soon as they cool before taking care to eliminate burrs.
Advantages of Compression Molding:
Compression molding has become an increasingly popular rapid prototyping technology due to the variety of advantages it brings. Chief among them: its use of composite materials which tend to be stronger, lighter and corrosion-resistant when compared with metal parts – creating objects with superior mechanical properties than their metal counterparts.
Compression molding offers another distinct advantage compared to plastic injection molding: complex parts production. Although its production speed does not match that of injection molding, compression molding provides more geometric forms than laminated composites and allows longer fibers that make materials stronger; acting as an intermediary step in between plastic injection molding and laminated composite manufacturing processes.
SMC molding process
SMC stands for Sheet Molded Compound, an artificial composite formed through molding sheets. Its main raw materials include SMC special yarns, unsaturated resins with low shrinkage additives and fillers as well as various additives – first appearing in Europe during the early 1960s. Beginning around 1965, both the U.S. and Japan independently advanced this technology, before China introduced advanced SMC production lines and processes from abroad during the late ’80s.
SMC boasts excellent electrical properties, corrosion resistance, light weight design flexibility, simple and flexible engineering designs and mechanical properties rapid prototyping technology comparable to some metallic materials; therefore it has wide applications across transportation, construction and electronic industries.
BMC molding process
In 1961, the unsaturated resin sheet molding compound (SMC) developed by Bayer Corporation in Germany was launched. In the 1960s, bulk molding compound (BMC) began to be promoted, which was also known as DMC (dough molding compound) in Europe. In its early stage (the 1950s), it was not thickened; however, according to the definition of the United States, BMC is thickened BMC. After accepting European technology, Japan made great achievements in the application and development of BMC. By the 1980s, the technology had been very mature. So far, the matrix used in BMC has always been unsaturated polyester resin.
BMC belongs to thermosetting plastics. Based on material properties, the barrel temperature of the injection molding machine cannot be too high, as it should facilitate material flow. Therefore, it is important to control the barrel temperature during the injection molding process of BMC. A control system must be implemented to ensure the appropriate temperature, so that the temperature from the feeding section to the nozzle reaches the optimal state.
Molding with Poly(dicyclopentadiene) (PDCPD).
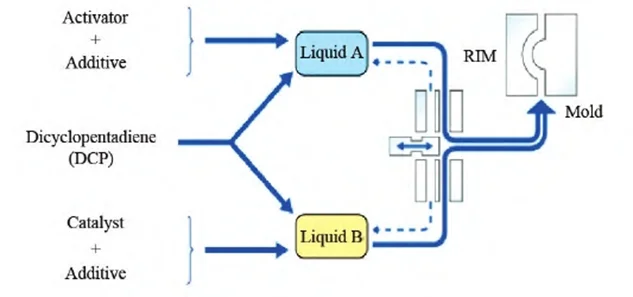
Poly(dicyclopentadiene) (PDCPD) molding is typically composed of pure matrasse rather than reinforced plastics, such as polyurethane (PU). PDCPD molding first emerged as a molding method in 1984 under its current form in both America and Japan as pioneers for such technology.
Zeon Corporation’s Telene company in Bondues, France has achieved remarkable success with the research, development and commercialization of PDCPD molding principles (RIM). Below is a schematic representation of their PDCPD molding principle (RIM).
RIM molding processes are generally easier and cost-efficient to automate than other techniques such as FRP spraying, RTM or SMC molding; tooling costs for PDCPD RIM molds tend to be lower compared with their SMC counterparts; for instance the Kenworth W900L hood mold uses a nickel shell with cast aluminum core that contains low density resin with specific gravity of 1.03; this not only lowers costs but also weight.
Direct Laminated Forming of Fiber Reinforced Thermoplastic Composites (LFT-D)
Around 1990, LFT (Long Fiber Reinforced Thermoplastics-Direct) was introduced to the market in Europe and the United States. CPI, a US company, is the first company in the world to develop direct online compounding long fiber reinforced thermoplastic molding equipment and corresponding rapid prototyping technology (LFT-D, Direct In Line Compounding). It was put into commercial operation in 1991 and is the leader in this field worldwide. Diffenbarcher, a German company, began researching LFT-D technology in 1989.
Currently, there are mainly LFT D, Tailored LFT (local reinforcement can be achieved according to the structural stress condition), advanced surface LFT-D (visible surface, high surface quality) technologies. From the perspective of production line, Diffenbarcher’s press level is very high. The D-LFT extrusion system of Coperion, a German company, is in a leading position internationally. The preparation process of LFT-D molding compound is shown in the figure below.

Patternless Casting Manufacturing Technology (PCM)
Patternless Casting Manufacturing (PCM) is developed by the Laser Rapid Prototyping Center of Tsinghua University. It applies rapid prototyping technology to traditional resin sand casting processes. First, a CAD model of the part is obtained from the CAD model. The STL file of the mold CAD model is sliced to obtain sectional profile information, and then control information is generated from the layer information.
During molding, the first nozzle precisely sprays adhesive on the sand layered on each layer under computer control, and the second nozzle sprays catalyst along the same path. The adhesive and catalyst react together, curing the sand layer by layer and accumulating it into a shape. The sand where the adhesive and catalyst act together is solidified, while other parts of the sand remain in a granular state.
After curing one layer, the next layer is adhered, and after all layers are adhered, a spatial entity is obtained. The original sand in areas where no adhesive is sprayed remains dry sand, which is relatively easy to remove. Cleaning out the uncured dry sand in the middle can obtain a mold with a certain wall thickness, which can be used for pouring metal after coating or impregnating the inner surface of the mold with paint.
The typical curing temperature point of the PCM process is around 170°C. The actual cold lay-up and cold demoulding used in the PCM process is slightly different from molding. Cold lay-up and cold demoulding involves laying prepreg layers on the mold gradually according to the product structure requirements when the mold is at the cold end, and then closing the mold with the forming press after the lay-up is complete to provide a certain pressure.
At this time, the mold temperature machine is used to heat the mold, usually from room temperature to 170°C, with a heating rate of 3-5°C/min, which can be adjusted according to different products. Most of these are plastic products. When the rapid prototyping technology temperature reaches the set temperature, heat preservation and pressure maintenance are started to carry out high-temperature curing of the product. After curing is completed, the mold temperature needs to be lowered to room temperature using a mold temperature machine, with a heating rate of 3-5°C/min, and then the mold can be opened for part extraction.
Liquid Forming Technology
Liquid Composite Manufacturing (LCM) refers to a set of composite forming technologies in which dry fiber preforms are first assembled into closed mold cavities before rapid prototyping technology of liquid resin under pressure into said cavities, infiltrating each fiber through pressure infiltrators and slowly filling in its gap with fibers. As opposed to autoclave molding, LCM offers many advantages including producing parts with precise dimensions and complex shapes at lower manufacturing costs with increased operability compared to autoclave molders.
HP-RTM (High Pressure Resin Transfer Molding), is an evolving insert molding technique using high pressure to counter-mix and inject resin into vacuum-tight molds loaded with fiber-reinforced materials and pre-inserted inserts, followed by resin flow filling, impregnation, curing and demoulding to produce composite products. By decreasing injection times it should help cut manufacturing times down significantly while producing higher fiber content, high performance parts.
HP-RTM molding process is one of the many composite molding processes widely utilized across several industries, offering advantages rapid prototyping technology such as low costs, short cycle times and quality part production (good part surface quality compared to traditional RTM processes). As a result, this technique is utilized extensively by automobile, shipbuilding and aircraft industries as well as agricultural machinery production facilities, railway transportation networks and wind power generation plants – among others.
Thermoplastic Composite Molding Technology
Recently, thermoplastic composites have become a central focus in composite manufacturing research both domestically and abroad due to their advantages rapid prototyping technology of high impact resistance, toughness, damage tolerance, and good heat resistance. Welding thermoplastic composites is becoming a key method of increasing production efficiency while simultaneously decreasing costs; Airframer Collins Aerospace estimates that non-autoclave weldable thermoplastic structures could cut manufacturing cycles 80% more quickly compared with metal and thermoset composite components.
Using the most suitable and minimal amount of materials, selecting rapid prototyping technology the most economical process, placing the product in the appropriate location, achieving the predetermined design goal, and achieving the ideal performance-cost ratio for the product are always the efforts of composite material practitioners. It is believed that more molding processes will be developed in the future to meet production design requirements.