
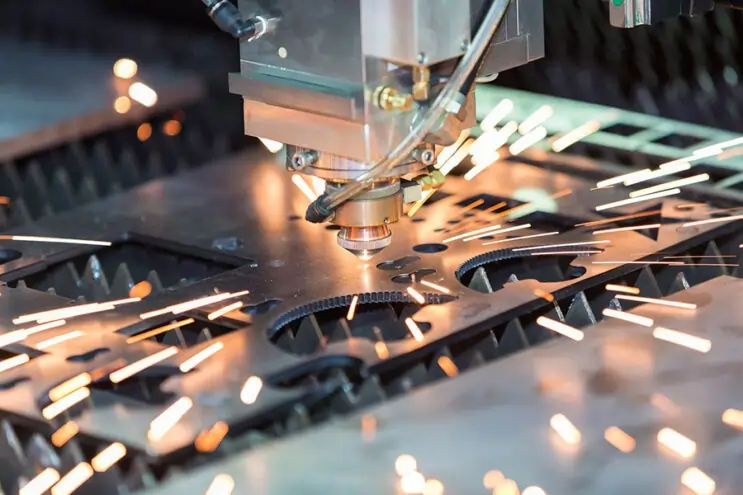
Up to 250 tons × 3200 mm working length. CNC back gauge with ±0.1 mm positioning. Up to 12 bends per part. V-dies, U-dies, gooseneck tools, and hemming tools available.

Steel A36/1018 (0.5–12 mm), stainless 304/316/430 (0.5–6 mm), aluminum 5052/6061 (0.5–10 mm), copper C110 (0.5–3 mm), brass C260/C360 (0.5–3 mm), spring steel 1095/1075 (0.5–2 mm), titanium Grade 2 (0.5–4 mm).
Engineers check minimum bend radius (1× thickness standard), minimum flange length (≥ 2× thickness + bend radius), hole-to-bend distance (≥ 2× thickness to prevent deformation), cumulative tolerance for multi-bend parts, and springback compensation per material. DFM within 12 hours.
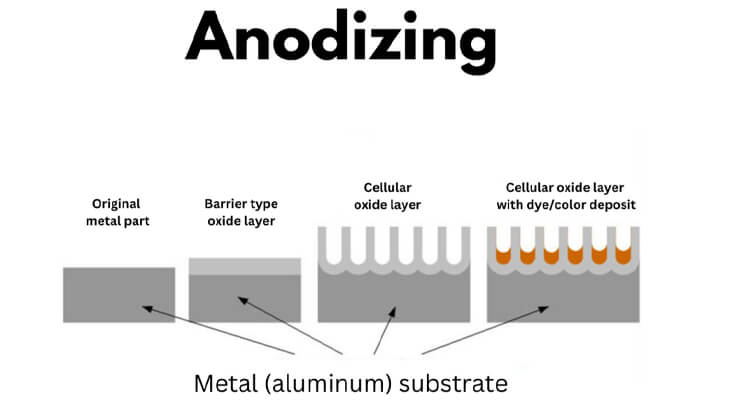
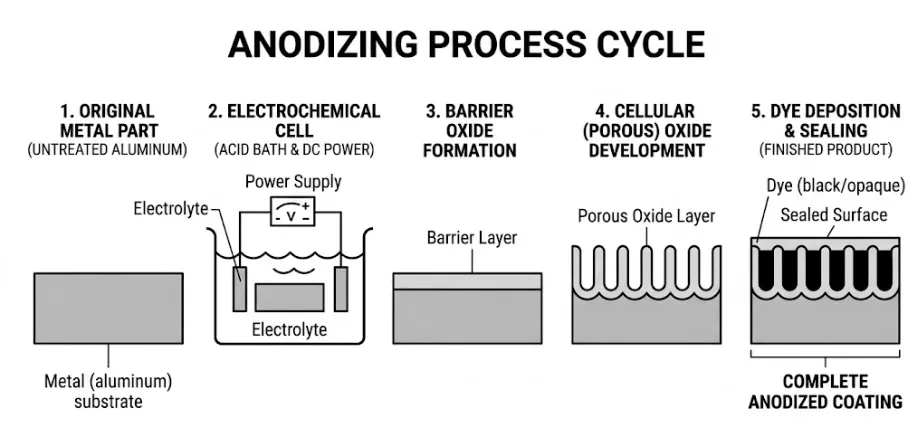
Deburring, powder coating (60–120 μm), anodizing (Type II/III), zinc plating (5–25 μm), brushing (Ra 0.4–0.8 μm), painting (RAL/Pantone), and electropolishing for stainless steel bent parts.



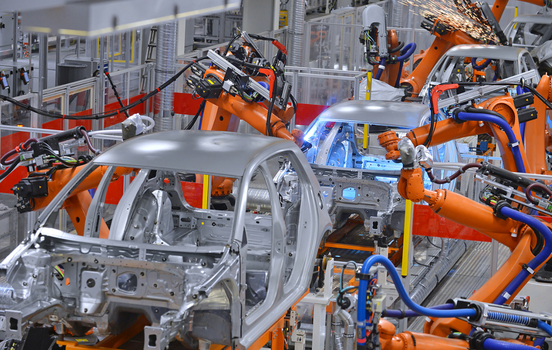





Automotive Industry
XC Machining supports the automotive industry with cutting-edge CNC machining solutions, enabling the production of complex parts that drive efficiency

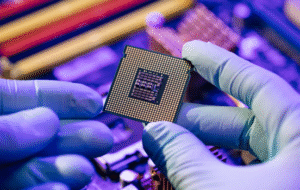
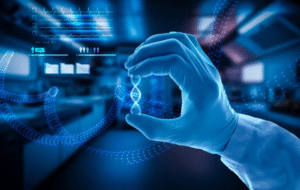
Semi Conductor
For the semiconductor industry, XC Machining offers CNC machining services that meet the high precision demands necessary for manufacturing components

Energy Industry
Our CNC machining services are pivotal in the energy sector, where precision and durability are essential. XC Machining supports the

Industrial Machinery
XC Machining is a trusted partner in the industrial machinery sector, offering CNC machining solutions that ensure the robust and

Electronics
XC Machining delivers precision machining solutions for the electronics industry, producing intricate components that meet the exacting standards required for

Communications
XC Machining offers specialized CNC machining services for the communications industry, crafting precision parts that are vital for the infrastructure