


XC Machining SLM prints 8 alloy families: aluminum (AlSi10Mg, AlSi12, Scalmalloy), titanium (Ti-6Al-4V, Ti-6Al-4V ELI), stainless steel (316L, 304L, 17-4 PH, 15-5 PH), nickel (Inconel 625, 718, Hastelloy X), tool steel (H13, M300, maraging MS1), cobalt-chrome (CoCrMo, CoCrW), copper alloys, and precious metals (gold, silver, platinum). This is the widest alloy range among competitors.

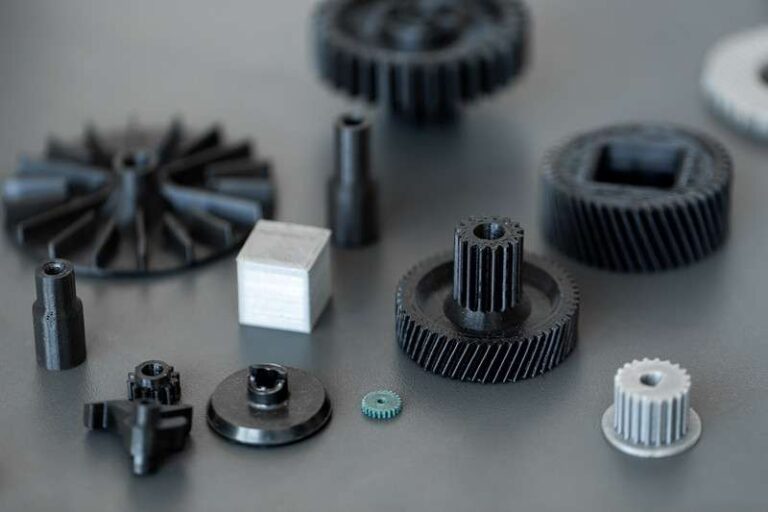
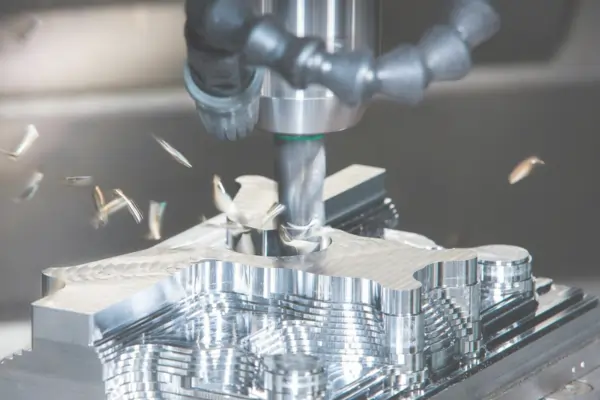
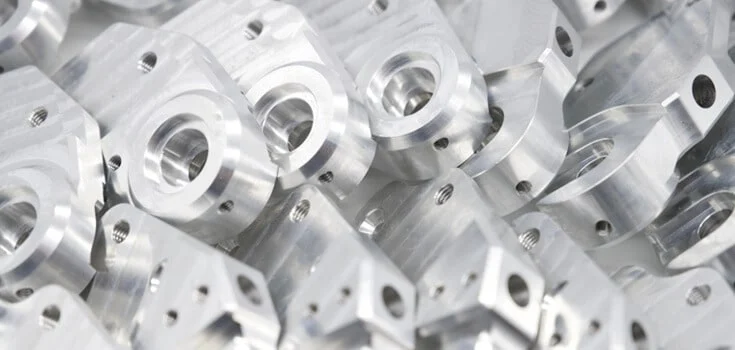
SLM parts requiring tight-tolerance features (mounting surfaces ±0.02 mm, precision bores, threaded holes M3+) are CNC machined in-house after printing. No second vendor needed. Printed and machined by the same team using the same CAD file.
Our engineers review every SLM file for build orientation, support strategy (minimizing support contact on critical surfaces), overhang angle compliance (>45°), minimum wall thickness (0.8 mm), and depowdering feasibility for internal channels. DFM feedback within 12 hours.
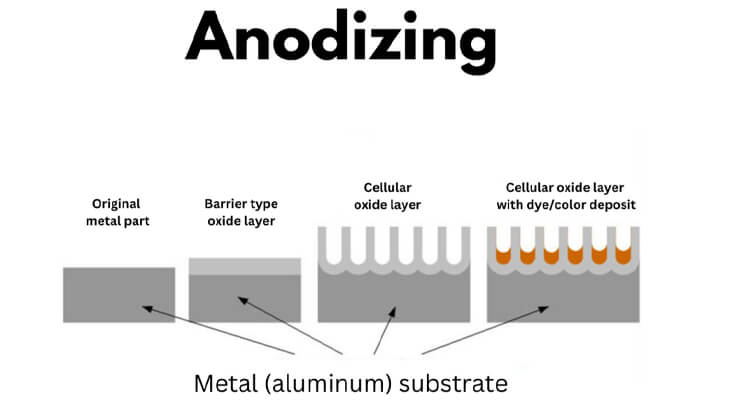
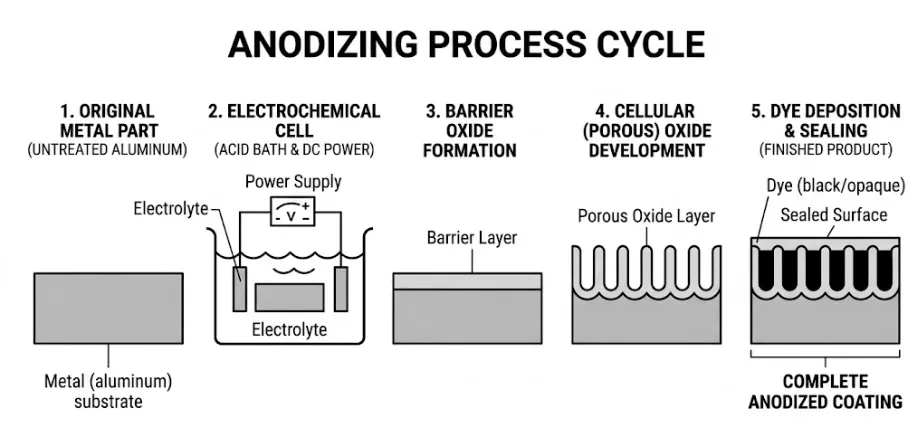
Complete post-processing: stress relief heat treatment (alloy-specific), wire EDM build plate separation, support removal, CNC machining of critical features, bead blasting (Ra 3–6 μm), polishing (Ra 0.4 μm), electropolishing (Ra 0.2 μm), and anodizing (aluminum alloys only).