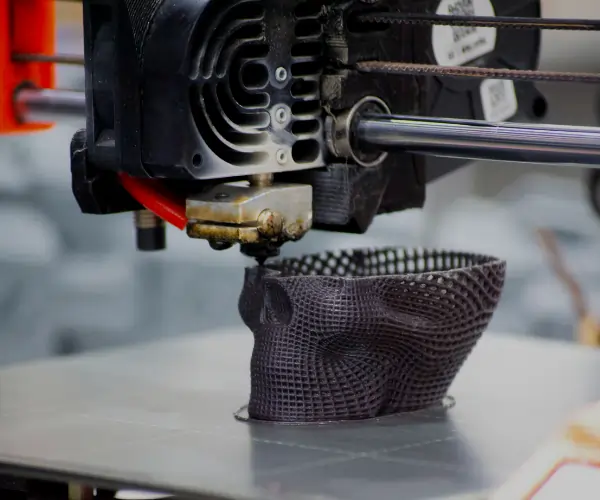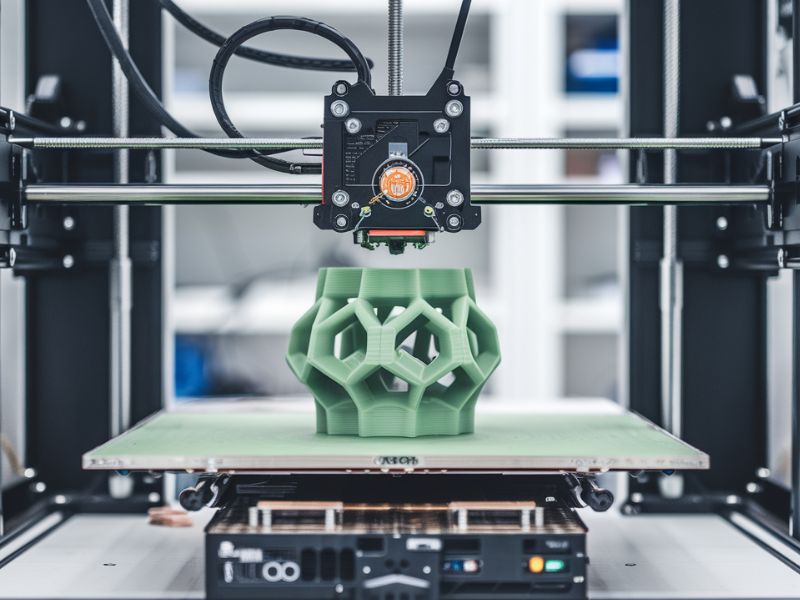


XC Machining industrial FDM prints parts up to 914 × 610 × 914 mm in a single build — larger than any SLA, SLS, or MJF build volume. This makes FDM the only practical 3D printing method for automotive body panel prototypes, architectural models at 1:1 scale, large industrial enclosures, and furniture or consumer appliance mockups. Parts too large for a single build are printed in sections and bonded with structural adhesive to produce seamless assemblies.

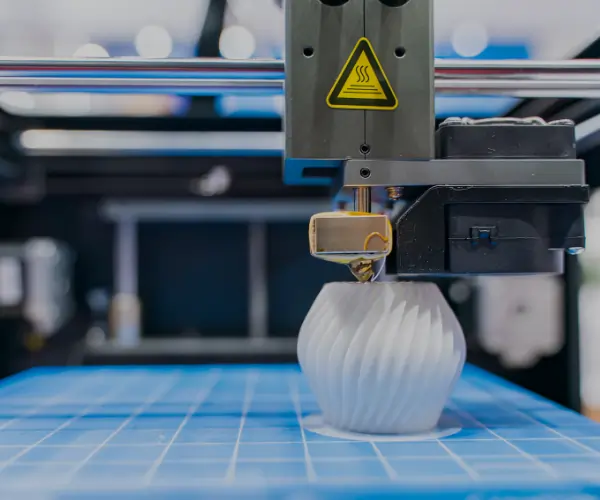
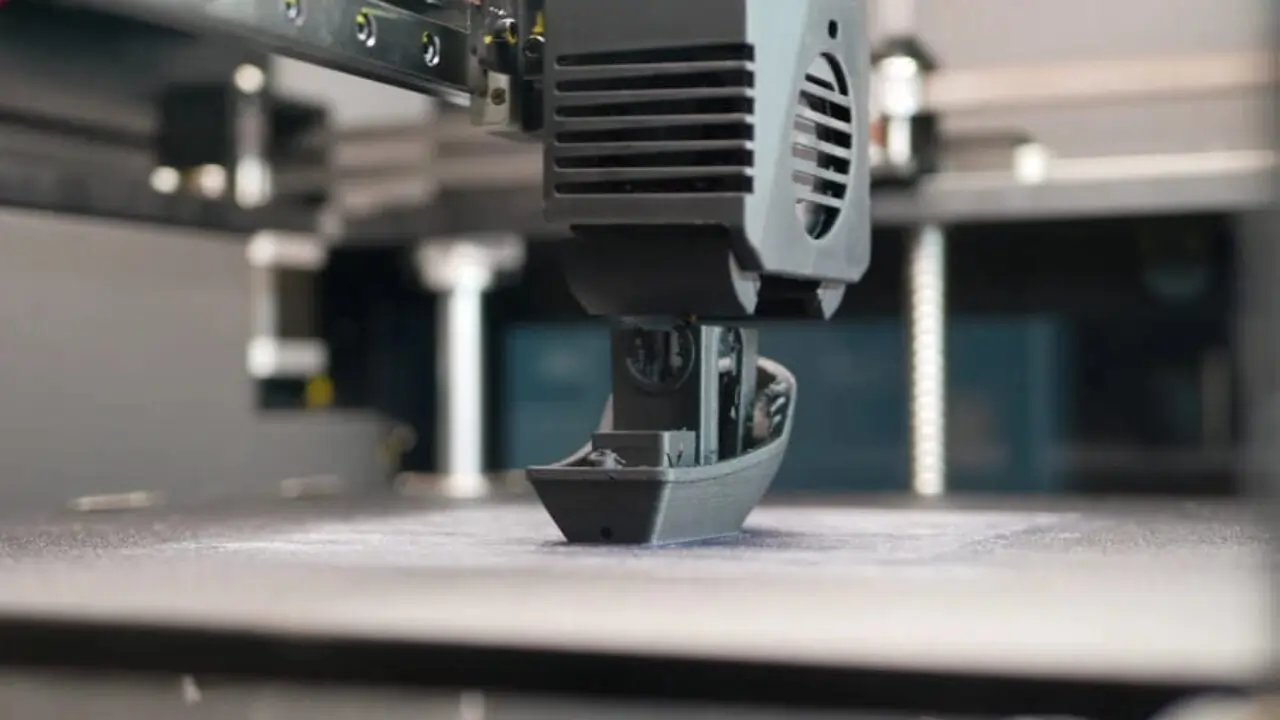
FDM uses the least expensive consumable of any polymer 3D printing process — thermoplastic filament at $15–$80/kg versus SLA resin at $100–$400/L or SLS powder at $80–$200/kg. Combined with no tooling cost, 15–20% infill (hollow interior), and fast print speeds, FDM produces concept models and functional prototypes at 50–70% lower cost than SLA or SLS for equivalent part volumes above 50 cm³.
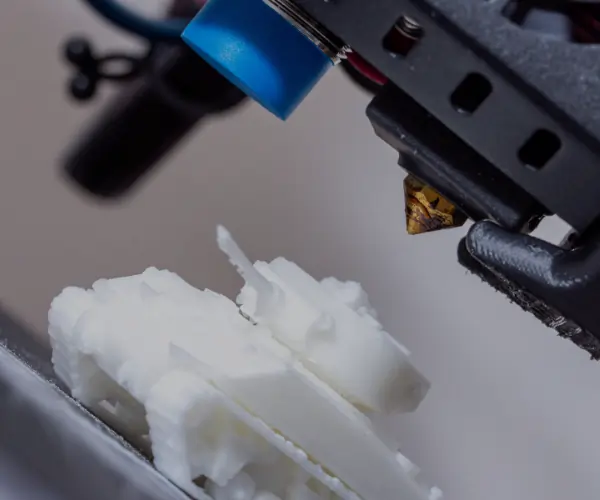
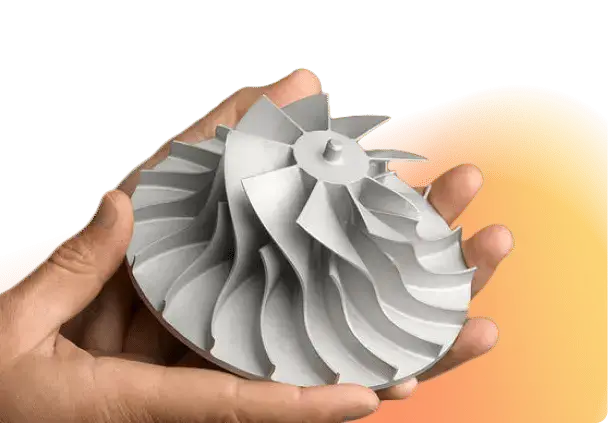
Machining FDM covers the full thermoplastic range: PLA (60 MPa, concept models) → PETG (50 MPa, food-contact) → ABS (40 MPa, functional) → Nylon PA12 (85 MPa, tough) → PC (65 MPa, impact) → PEEK (100 MPa, chemical and thermal) → ULTEM PEI (73 MPa, aerospace FST-rated, sterilizable). Material recommendation is provided during DFM review based on temperature, chemical, mechanical, and regulatory requirements.
Upload STL or STEP file. XC Machining engineers return DFM review within 12 hours: anisotropy analysis (primary load axis orientation), wall thickness check, overhang and support strategy, infill recommendation, material selection, and shrinkage compensation on critical fits. Every FDM DFM review includes a specific build orientation recommendation to maximize Z-axis strength for the part's primary loading condition.