For an NPI manager at a consumer hardware startup green-lighting a 300-unit beta production run before a Kickstarter fulfillment window, the wrong process call costs $18,000–$45,000 in sunk tooling and a 6-week delay. Cut a steel injection mold for 300 housings and you spent $9,000 on a tool that prints 100,000 shots — most of that capacity will never be used. Run 300 urethane castings on three rebuilt silicone molds and the per-part price quietly creeps past $35 when injection at the same volume would have been $11. The question isn’t which process is better. It’s where the line is. At XC Machining we quote both processes from the same CAD model dozens of times a month, and the crossover is more predictable than most startup teams expect.
Vacuum casting (also called urethane casting or silicone tooling) and injection molding solve the same problem at different volumes. The mistake is treating them as competitors when they are sequential — vacuum casting is a bridge, injection is a destination. This guide walks NPI managers and design engineers through the cost crossover by examining real soft-tooling and hard-tooling price ranges, lead times, tolerance windows, and the geometry factors that shift the break-even point by hundreds of units in either direction.
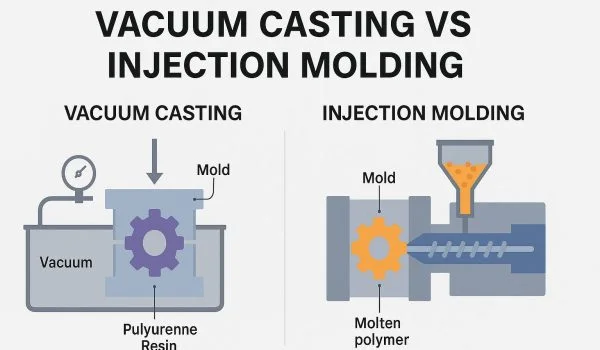
What Is Vacuum Casting, and Why Does It Beat Injection at Low Volumes?
Vacuum casting uses a silicone (RTV) mold cast around a 3D-printed or CNC-machined master to produce polyurethane parts that mimic injection-molded plastics in look, feel, and most mechanical properties. The silicone mold is poured around the master, cured, then split open; polyurethane resin is poured in under vacuum, cured for 1–4 hours, and demolded. One silicone mold typically yields 15–25 production-quality parts before geometry detail starts to drift, and a complex mold can be rebuilt 2–3 times from the original master before the master itself needs refresh.
The economics that make vacuum casting attractive at low volumes:
- Tooling cost — a single silicone mold for a hand-sized part runs $800–$2,200; complex multi-cavity or insert-molded geometries run $2,500–$4,500.
- Lead time — first parts in 7–12 business days from frozen CAD, including the SLA master build. Compare to 28–45 business days for an aluminum injection mold.
- Material flexibility — over 60 polyurethane resins simulate ABS, PP, PC, rubber Shore 30A–90A, and clear PMMA. Material changes mid-run are routine.
- Geometry forgiveness — undercuts, thin walls down to 0.8 mm, and integrated overmolds that would require slides or lifters in injection are achievable with a flexible silicone tool.
Where vacuum casting starts to lose its edge is at the 200–600 unit range, when the per-part labor and resin cost catches up. Our vacuum casting service quotes between $18 and $90 per part depending on size, finish, and resin grade — and that price holds steady regardless of order quantity, which is exactly the problem when volumes climb.
Injection Molding: When the Per-Part Math Finally Tips Your Way
Injection molding amortizes a fixed tooling cost across the production run, so the per-part price drops as quantity rises. A simple aluminum prototype mold (often called a ‘rapid tool’ or ‘soft tool’ inside the injection world — different from silicone soft tooling) runs $3,000–$8,000 and prints 5,000–20,000 shots before wear shows in cosmetic surfaces. A hardened P20 or H13 steel production mold runs $8,000–$45,000+ and holds tolerances across 250,000+ shots.
Real per-part cost ranges from our injection molding service at typical complexity:
- Hand-sized ABS housing, single cavity aluminum tool, 500 units: $4–$7 per part, plus $4,500 tooling. Total program $6,500–$8,000.
- Same housing, 2,500 units: $2.20–$3.80 per part, same $4,500 tool. Total program $10,000–$14,000.
- Same housing, 10,000 units in PP: $0.90–$1.60 per part, $5,500 tool (steel insert added). Total program $14,500–$21,500.
Tolerance and cosmetic capability also separate injection from vacuum casting: injection holds ±0.05 to ±0.1 mm consistently across the run, supports specified surface finishes (SPI-A1 mirror through MT-11020 textured), and accepts production-grade resins with verified material certificates — which matters for any FDA, automotive, or UL submission.
Vacuum Casting vs Injection Molding: The 2026 Cost Crossover Table
This is the math, with real numbers from quotes we ran in Q1 and Q2 2026 on a typical 120 mm x 80 mm x 40 mm electronics enclosure in ABS-like resin or true ABS. Numbers include tooling amortized into total program cost.
| Volume | Vacuum casting total | Vacuum per part | Injection total | Injection per part | Cheaper process |
|---|---|---|---|---|---|
| 50 units | $2,800 | $56 | $8,200 | $164 | Vacuum casting |
| 100 units | $4,400 | $44 | $9,000 | $90 | Vacuum casting |
| 250 units | $10,500 | $42 | $10,800 | $43 | Crossover zone |
| 500 units | $20,000 | $40 | $13,000 | $26 | Injection molding |
| 1,000 units | $38,500 | $38.50 | $17,000 | $17 | Injection molding |
| 2,500 units | $92,500 | $37 | $26,500 | $10.60 | Injection molding |
| 5,000 units | $180,000 | $36 | $42,000 | $8.40 | Injection molding |
The crossover for a typical mid-complexity electronics enclosure lands between 200 and 300 units in 2026. For very simple geometries (a flat lid, a snap cap) the crossover shifts down to 120–180 units because the injection mold is cheaper. For complex parts with overmolds, multi-shot color, or insert molding, vacuum casting can hold its cost advantage up to 400–500 units because the equivalent injection tool gets expensive fast.
Five Geometry Factors That Move the Crossover by 200+ Units
The 250-unit crossover from the table is the median case. The following factors can shift it dramatically in either direction. Engineers who design their part around these levers buy themselves another 100–300 units of viable vacuum casting before injection becomes mandatory.
- Undercuts and side actions — every undercut adds $1,500–$4,500 to an injection tool (lifters, slides, or split cores). Vacuum casting absorbs undercuts with no tooling cost penalty. A part with three undercuts can hold vacuum casting viability up to 500 units.
- Wall thickness and warpage — injection requires walls of 1.5–3.5 mm for clean shots; thinner walls add cycle time and reject rate. Vacuum casting tolerates 0.8–4 mm walls without redesign, useful for very thin housings.
- Surface finish — a polished SPI-A1 finish on an injection tool adds $2,000–$6,000. Vacuum casting replicates the master’s finish at no tooling cost penalty, so a hand-polished SLA master delivers near-A2 finish for free.
- Material change risk — if the resin spec is still moving (Shore hardness, color, transparency), every change reset-zeros an injection program. Vacuum casting absorbs material changes by pouring a new batch, often within the same week.
- Overmolding and color — two-shot or insert-molded parts double or triple injection tool cost. Vacuum casting handles overmolds by sequential pours in the same silicone tool, often cheaper at any volume below 1,500.
Our rapid prototyping team typically runs a 30-minute DFM review against these five factors before quoting the bridge production strategy — the answer often surprises customers who assumed they had to commit to injection by unit 100.
How to Bridge Between Processes Without Wasting the First Tool
The sharpest hardware startups don’t pick one process and stick with it. They sequence — vacuum casting from beta to first commercial launch, then injection from the second production run onward. The trick is keeping the master CAD and the tooling strategy aligned so the second-stage transition doesn’t cost a redesign.
Practical bridge-production playbook we use with our injection molding customers:
- Freeze the part design at the point where you commit to a vacuum casting run of 100–250 units. Make no geometry changes during that run.
- Capture every fit, finish, assembly, and end-user issue during the vacuum casting batch. Bake fixes into a single design freeze before cutting steel.
- Use the SLA or CNC master from vacuum casting as the geometry reference for the injection tool — same files, same dimensions, no remodeling.
- Specify the injection mold for the realistic 12-month volume, not the 5-year hopeful number. Most startups overbuy tooling capacity by 4x.
- Keep the silicone tool active for replacement parts, accessory variants, or surprise market tests — it costs nothing to store and reactivate.
Hardware startups that follow this sequence typically spend $15,000–$28,000 less on tooling across the first 18 months than teams that jump directly to injection at unit 50, and they hit market 4–7 weeks sooner because vacuum casting first parts ship in days, not weeks.
The Bridge-Production Selection Framework
Use this matrix to pick the right process given your committed volume and a realistic budget.
| Volume range | Geometry | Best process | Typical tooling cost | Lead time |
|---|---|---|---|---|
| 1–50 | Any | Vacuum casting or SLA | $0–$1,500 | 5–10 days |
| 50–250 | Any | Vacuum casting | $800–$3,500 | 7–12 days |
| 250–500 | Simple | Aluminum injection mold | $3,000–$6,000 | 28–35 days |
| 250–500 | Complex undercuts | Vacuum casting (2 molds) | $2,000–$4,500 | 10–15 days |
| 500–2,500 | Any | Aluminum injection mold | $4,000–$10,000 | 30–45 days |
| 2,500–10,000 | Stable design | Hardened insert mold | $8,000–$22,000 | 40–55 days |
| 10,000+ | Frozen design | P20 or H13 steel mold | $18,000–$45,000 | 50–70 days |
FAQ — Vacuum Casting vs Injection Molding Decisions
At what quantity does vacuum casting stop being cheaper than injection molding?
For typical hand-sized parts in single-color resin with no complex undercuts, vacuum casting and aluminum-tool injection molding cross over between 200 and 300 units in 2026 pricing. Below that, vacuum casting is cheaper because there’s no $4,000–$8,000 tooling sunk cost. Above that, injection’s per-part price drops fast enough that even a single-cavity aluminum mold pays back inside 350–500 parts. Complex geometries push the crossover up to 400–600 units.
Can vacuum casting parts pass FDA, UL, or automotive material certifications?
Vacuum casting parts are generally not accepted for FDA, UL, or production automotive submissions because polyurethane resins are simulant materials, not the certified production resins those submissions require. Vacuum casting is widely used for design verification, marketing samples, user testing, and pre-production builds — but the final submission usually requires injection-molded parts in the certified resin (medical-grade ABS, UL-listed PC, automotive PP, etc.). A few PU resins now carry USP Class VI certification for medical pre-clinical use, but always confirm with your regulatory team.
How many parts can one silicone vacuum casting mold produce?
A single silicone mold typically produces 15–25 high-quality production parts before geometry detail and surface finish start to degrade noticeably. After that, the mold can be replaced from the same master at $500–$1,500 per rebuild, with the master itself often good for 5–8 mold rebuilds before refresh. For a 200-unit run, expect 8–12 silicone molds across the program. This is built into the per-part price already, so the quote you get reflects this.
Can I switch from vacuum casting to injection molding without changing the part?
Yes, if the part was designed with both processes in mind from the start. Both processes share the same DFM rules around uniform wall thickness, draft angles (1°–2° minimum for injection, optional for vacuum casting), and avoiding sharp internal corners. The main change is sometimes adding 0.5°–1° of draft to faces that were near-vertical for vacuum casting, and reviewing rib-to-wall thickness ratios for sink mark risk. A 30-minute DFM check ahead of vacuum casting often saves a full redesign cycle later.
What’s the difference between an aluminum injection mold and a steel injection mold?
Aluminum molds are softer, cheaper ($3,000–$8,000), faster to cut (3–4 weeks), and good for 5,000–20,000 shots before wear becomes visible on cosmetic surfaces. Steel molds (P20 pre-hardened or H13 hardened) cost $8,000–$45,000+, take 5–8 weeks to cut, and run 100,000–1,000,000+ shots. Aluminum is the right call for startups, beta runs, and limited-edition products. Steel is the right call when you have a frozen design and need long-term cost-per-part on a high-volume program.
Is 3D printing a real alternative below 50 units?
For 1–30 units, 3D printing is often cheaper than vacuum casting because there’s no mold cost at all. MJF nylon or SLA resin parts cost $8–$45 each in our 3D printing service, with no setup fee and 3–7 day lead times. Vacuum casting starts winning above 30–40 units because the per-part labor on individual prints adds up. For functional testing, fit-check, or first-article only, jump straight to printing.
The Bottom Line for Plastic Part Production Decisions
- The crossover between vacuum casting and injection molding lands at 200–300 units for typical mid-complexity parts in 2026 pricing — and at 400–600 units when undercuts, overmolds, or material changes are in play.
- Bridge production with vacuum casting first, then injection, saves $15,000–$28,000 in tooling over 18 months versus jumping straight to injection at low volumes.
- Don’t buy tooling capacity you won’t use — match the mold class (aluminum vs steel) to your realistic 12-month volume forecast, not your 5-year hope.
XC Machining offers vacuum casting, injection molding, and 3D printing under one roof, with same-CAD quotes across all three processes so you can see the crossover for your specific part on your specific volume. Prototypes ship in 3–7 business days; bridge production runs of 100–500 parts ship in 10–15 business days; injection molding from frozen design ships in 30–45 days.
Upload your CAD files for a same-day quote comparing vacuum casting and injection molding at your target volume at https://www.xcmachining.com/contact/