Anodizing tightens every press fit and slip fit on an aluminum part, and on a Type III hardcoat the change is large enough to erase the fit entirely. A 0.002 inch hardcoat shrinks a bore by roughly 0.002 inches across the diameter and grows a mating shaft by about the same, which can exceed the original designed interference. Because the oxide layer is hard but brittle, forcing a press fit through it can also crack the coating. The reliable fix is to keep the critical fit surface bare by masking it, or to ream or hone the bore to final size after anodizing rather than before.
Why does anodizing change a press fit?
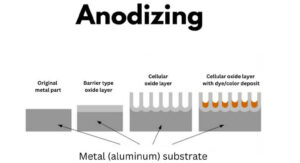
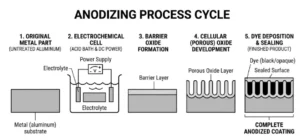
Anodizing changes a press fit because the oxide layer grows on both the bore and the shaft at the same time, closing the gap from both sides. A press fit relies on a small, controlled interference between two diameters. Anodizing adds material to the outside of the shaft and the inside of the bore, so the interference grows beyond what you designed. On internal features the oxide grows inward toward the center, which is why bores get smaller after finishing.
This is different from a simple surface coating. Anodizing is a conversion process governed by MIL-A-8625, where about half the coating thickness builds outward and half converts the base metal. For a full breakdown of how that buildup works across all feature types, see our guide on how anodizing changes dimensions. This article focuses on the one place it bites hardest: fits.
How much does the fit actually change?
A Type III hardcoat changes a diameter by roughly the full coating thickness, which is often more than the entire designed interference. Light press fits in small aluminum parts are commonly designed with only 0.0005 to 0.001 inches of interference per inch of diameter. A 0.002 inch hardcoat buildup of about 0.002 inches on the diameter can double or triple that interference, turning a controlled press into a part that will not assemble or that cracks during assembly.
| Fit Type | Typical Designed Interference/Clearance | Effect of 0.002 in Type III Hardcoat |
| Light press fit |
+0.0005 to +0.001 in interference |
Interference roughly doubles or worse |
| Slip / transition fit |
±0.0005 in |
Often becomes an interference fit |
| Running clearance fit |
-0.001 to -0.002 in clearance |
Clearance closes, may bind |
Note: Buildup is approximate and varies by alloy and coating class. Confirm with your anodizer.
Type II changes are smaller, on the order of a few ten-thousandths, so a generous clearance fit may survive Type II without intervention. But any fit tighter than the expected buildup needs to be planned around the finish, not measured after it.
The brittleness problem with pressed parts
The anodic oxide is very hard but brittle, so pressing a part through an anodized surface can chip or crack the coating. Type III hardcoat reaches hardness in the range of 60 to 70 HRC equivalent, which is excellent for wear resistance but means the layer has little give. When a shaft is forced into an interference bore, the shear and compressive loads at the contact line can fracture the oxide, leaving debris in the joint and a damaged surface that no longer protects the part.
This is why masking the fit surface is so common in production. A bare aluminum bore presses cleanly against a bare shaft the way the original design intended, and the surrounding non-fit surfaces still carry the protective or decorative anodize.
Four ways to protect a press fit during anodizing
You have four practical options, and the right one depends on whether the fit surface needs protection of its own.
-
Mask the fit surface: The most common solution. The bore or shaft stays bare aluminum, so the fit is unchanged. Best for bearing bores, dowel holes, and grounding surfaces.
-
Finish the feature after anodizing: Ream, hone, or grind the bore to final size after the coating is applied. This removes oxide from the fit surface while leaving it everywhere else.
-
Pre-compensate the machined size: Machine the bore oversize and the shaft undersize by the calculated buildup so the fit lands correctly after anodize. Workable for predictable Type II, riskier for variable Type III.
-
Specify a thinner coating type: Use Type I or thin Type II on parts where the fit matters more than maximum wear resistance, since the dimensional change is small enough to ignore.
For most precision assemblies, masking or post-anodize reaming gives the most repeatable result. Pre-compensation only works when the anodizer can hold a tight thickness tolerance on that specific alloy.
Bearing bores, dowel pins, and slip fits
Bearing bores and dowel pin holes should almost always be masked or finished after anodizing. A bearing bore that shrinks even 0.001 inch can preload the bearing or prevent installation, and a dowel hole that tightens can shear the pin or the surrounding aluminum during assembly. These are the features that generate the most rework when anodizing is applied without planning.
Slip fits and sliding surfaces, like a shaft that moves inside a guide, behave the opposite way: the closing gap can turn a smooth slide into a bind. If the sliding surface needs Type III for wear resistance, anodize both surfaces and then hone to restore the running clearance, accounting for oxide on both parts. Mask only one surface and you still have buildup on the other to deal with.
What to tell your machinist and anodizer
State which surfaces must stay bare and which final dimensions apply after anodize. The two instructions that prevent nearly all fit problems are a clear masking callout and a note specifying whether a toleranced dimension is “before anodize” or “after anodize.” Without these, the machinist cuts to the nominal size using traditional CNC turning or milling, and the anodizer coats everything, destroying the fit before anyone measures it.
At XC Machining, our DFM review checks every fit against the specified coating buildup when you upload a file, typically within 12 hours. This process flags any bore or shaft whose tolerance is tighter than the expected oxide growth so the masking or post-finish plan is set before production starts.
Frequently Asked Questions
Does anodizing make a hole bigger or smaller?
Smaller. The oxide grows inward on internal features, so a bore shrinks by roughly the coating thickness across its diameter. A Type III hardcoat can shrink a bore by about 0.002 inches, enough to ruin a press or bearing fit.
Can you press fit an anodized part?
You can, but it is risky on tight interference fits because the brittle oxide can crack under press loads, and the buildup increases the interference beyond design. For critical fits, mask the surface or finish it after anodizing so the press contacts bare aluminum.
How much interference does a Type II anodize add?
Type II adds only a few ten-thousandths of an inch per surface, so generous clearance fits often survive it. Fits tighter than about 0.0005 inch still need to be checked against the coating thickness.
Should I anodize before or after reaming a precision bore?
Anodize first, then ream the bore to final size. This leaves the protective coating on all other surfaces while removing oxide from the fit surface so the dimension is exact.
What is the best anodize type for a part with press fits?
Type I or masked Type II/III. Type I changes dimensions the least, and masking keeps any fit surface bare regardless of coating type. Choose based on whether the fit surface itself needs wear protection.
Sources
- US Department of Defense, MIL-A-8625F, Anodic Coatings for Aluminum and Aluminum Alloys
- ASTM B244, Standard Test Method for Measurement of Thickness of Anodic Coatings on Aluminum
- ASME B4.1, Preferred Limits and Fits for Cylindrical Parts
About the Author
The XC Machining Engineering Team machines and finishes precision aluminum assemblies with press-fit and bearing features, holding tolerances to ±0.005 mm. To implement this workflow on your upcoming production batch, configure your requirements using our industrial anodizing services or submit your component files to quote a precision anodized part directly.