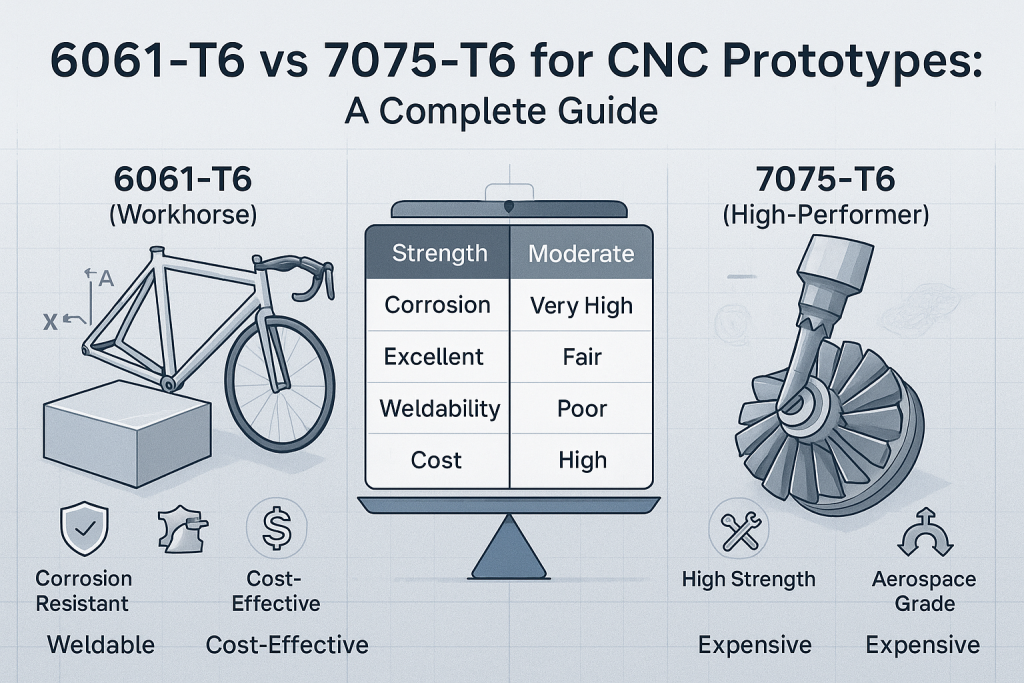
For design engineers and NPI managers selecting an aluminum alloy for a load-bearing aerospace bracket or a high-stress robotic arm joint, defaulting to 6061-T6 when the application calls for 7075-T6 — or specifying 7075 on a part where 6061 was the right answer — routinely adds $4,200 to $11,600 in scrap, rework, and over-specification on a typical 500-part run. The two alloys look interchangeable on a data sheet line and behave nothing alike on the shop floor. 6061-T6 yields at 276 MPa and welds readily. 7075-T6 yields at 503 MPa and cannot be welded for structural use. The strength difference is real and significant; so are the machining cost, corrosion behavior, and post-processing implications. At XC Machining we run roughly 240 aluminum CNC programs per month across 6061 and 7075, and the alloy decision drives more downstream surprises than any other material specification.
Aluminum 6061-T6 and 7075-T6 are the two most commonly specified aluminum grades for CNC machined parts in aerospace, automotive, robotics, and high-performance consumer products. They differ in alloying chemistry (6061 is Al-Mg-Si; 7075 is Al-Zn-Mg-Cu), heat-treat response, mechanical properties, machinability, corrosion resistance, and cost. This guide walks design engineers through the application-driven decision, the 2026 cost and machinability tradeoffs, and the specific cases where each alloy is the right answer.
Aluminum 6061-T6 vs 7075-T6: The Property Comparison That Drives Selection
Below is the consolidated mechanical and physical property comparison from ASM Aerospace Specification Metals and ASTM B221 / B211 data sheets for both alloys in the T6 temper. The numbers are direction-averaged values for extruded and rolled product forms.
| Property | 6061-T6 | 7075-T6 | Practical Implication |
|---|---|---|---|
| Tensile strength (MPa) | 310 – 330 | 560 – 580 | 7075 is 75-85% stronger |
| Yield strength (MPa) | 276 | 503 | 7075 holds higher load before plastic deformation |
| Elongation at break (%) | 12 – 17 | 8 – 11 | 6061 is more ductile; better for forming and bending |
| Hardness (Brinell) | 95 HB | 150 HB | 7075 wears better but is harder to machine |
| Density (g/cm³) | 2.70 | 2.81 | Nearly identical mass per volume |
| Machinability rating | 90 (excellent) | 70 (good) | 6061 cuts 20-30% faster at same MRR |
| Weldability | Excellent (4043, 5356 filler) | Not recommended structurally | Welded assemblies require 6061 |
| Corrosion resistance | Good (no Cu) | Moderate (Cu content reduces resistance) | Marine and outdoor favor 6061 |
| Cost index (vs 6061 = 1.0) | 1.0 | 1.8 – 2.2 | 7075 raw stock is roughly 2x |
The pivotal numbers are tensile strength and machinability rating. 7075-T6 delivers nearly double the tensile strength but machines about 20 to 30 percent slower at equivalent metal removal rate due to higher hardness and increased tool wear on common carbide end mills. The cost premium on 7075 raw bar stock runs roughly 80 to 120 percent above 6061 in 2026, and the machining time premium adds another 15 to 25 percent on top, so the total finished-part cost on 7075 is typically 2.4 to 2.8x the 6061 equivalent.
When 6061-T6 Is the Right Answer (and Where 7075 Is Overkill)
6061-T6 is the correct selection for the majority of structural and semi-structural aluminum CNC parts because it covers a working stress envelope adequate for most engineering applications at substantially lower cost. Specific applications where 6061 is the right answer include welded frame assemblies and brackets (no welding-friendly substitute for 7075), marine and outdoor enclosures (the copper content in 7075 reduces corrosion resistance), consumer electronics housings with moderate impact requirements, and any general-purpose machined part where the working stress is below 200 MPa.
On our 5-axis CNC machining service, 6061-T6 is the default alloy on roughly 70 percent of incoming RFQs and the correct alloy on roughly 60 percent. The 10 percent gap represents parts where the designer specified 6061 to control cost but the working stress profile actually requires 7075 — which leads to field failures and warranty cost — or parts where the designer specified 7075 for a non-critical bracket because the spec sheet looked safer, paying 2.4x for unused strength margin. The selection decision should always anchor on the worst-case operating stress and load profile, not a default alloy preference.
Where 7075-T6 Is the Right Answer (And Why Substitution Often Fails)
7075-T6 is the correct selection for high-stress structural parts where weight is constrained and welding is not required. Specific applications where 7075 is the right answer include aerospace primary structure (wing ribs, fuselage frames, landing gear components), high-performance bicycle frames and competitive motorsport chassis components, robotic arm joints carrying sustained tensile and shear loads, firearm receivers and high-stress sporting goods, and mold base plates where wear resistance matters more than weldability.
Substituting 6061 for 7075 in these applications fails in predictable ways. The most common is fatigue cracking initiating at stress concentrations after 10,000 to 100,000 load cycles — the part holds the static load but the lower fatigue strength of 6061 (95 MPa endurance limit versus 159 MPa for 7075) means it does not survive cyclic loading. Another common failure is permanent deformation under shock or peak load events, because the lower yield strength of 6061 (276 MPa versus 503 MPa) gets exceeded by transients that 7075 would absorb elastically. These failures usually appear in field service rather than initial testing, which makes the substitution decision especially costly to reverse.
5 Machining Differences That Change Tool Selection, Feeds, and Speeds
Beyond cost, the 6061-versus-7075 decision affects shop-floor execution in five concrete ways that programmers and machinists handle differently. These differences are why a 7075 RFQ quoted by a shop without 7075 experience often comes back at the same price as 6061 — and produces parts with poor surface finish and out-of-tolerance features.
- Feed rate: 7075 typically runs 15-25% slower feed than 6061 at the same chip load due to higher work-hardening tendency.
- Tool coating: 7075 benefits significantly from TiAlN or AlTiN coated carbide; 6061 runs well on uncoated polished carbide at lower cost.
- Coolant strategy: 7075 generates more heat per unit volume removed; flood coolant is mandatory at higher MRR. 6061 tolerates minimum-quantity lubrication (MQL) in many operations.
- Chip evacuation: 7075 produces tighter, more abrasive chips that re-cut readily if not evacuated. 6061 chips clear more easily and forgive looser evacuation.
- Surface finish: 7075 typically delivers 10-25% lower Ra at equivalent feed/speed due to higher hardness; 6061 needs lighter finishing passes to hit Ra 0.8 µm.
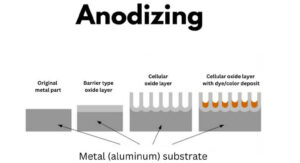
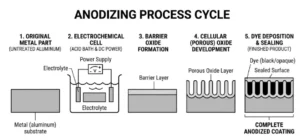
Corrosion Resistance, Anodizing, and Post-Processing Tradeoffs
6061-T6 anodizes cleanly to Type II (sulfuric acid) and Type III (hard coat) finishes with consistent color across the surface. Standard Type II anodize on 6061 produces a clear or dyed coating from 0.0001 to 0.001 inch thick suitable for most consumer and industrial applications. Type III hard anodize on 6061 builds 0.001 to 0.004 inch and adds significant wear resistance for tooling and sliding-contact parts. 7075 also anodizes but produces a darker, less consistent color base due to copper content, which often forces black anodize for cosmetic uniformity. Hard anodize on 7075 is achievable but requires careful process control to avoid burn-through on edges and at thin sections.
Corrosion behavior in uncoated form favors 6061 substantially. The copper content in 7075 (1.2 to 2.0 percent) reduces corrosion resistance in marine, humid, and chloride-bearing environments to roughly 60 to 70 percent of 6061 performance. Stress-corrosion cracking is a documented failure mode for 7075-T6 in sustained tensile load with chloride exposure; for these applications, 7075-T73 (an over-aged temper) or 6061 should be considered. Our surface finishing service includes Type II, Type III, conversion coating per MIL-DTL-5541, and powder coating across both alloys.
The Aluminum Alloy Selection Framework
Use this framework when you have your part stress profile and operating environment defined. Each row maps an application profile to the recommended alloy and a brief justification.
| Application Profile | Recommended Alloy | Cost vs 6061 | Key Justification |
|---|---|---|---|
| Welded frame or assembly | 6061-T6 (no substitute) | 1.0x | 7075 is not structurally weldable |
| Marine or outdoor enclosure | 6061-T6 | 1.0x | Higher corrosion resistance, no copper |
| General structural bracket, stress < 200 MPa | 6061-T6 | 1.0x | Adequate strength at lower cost |
| Aerospace primary structure | 7075-T6 | 2.4 – 2.8x | Required strength-to-weight ratio |
| Robotic arm joint, sustained tensile load | 7075-T6 | 2.4 – 2.8x | Higher yield and fatigue strength |
| Mold base or wear plate | 7075-T6 | 2.4 – 2.8x | Higher hardness, better wear life |
| Cosmetic anodized housing | 6061-T6 | 1.0x | Cleaner anodize color across surface |
| High-stress marine bracket | 7075-T73 or 6061-T6 | 1.8 – 2.2x | Avoid stress-corrosion cracking risk |
Frequently Asked Questions
Is 7075-T6 always stronger than 6061-T6?
Yes, on static tensile and yield strength. 7075-T6 tensile is 560-580 MPa versus 310-330 MPa for 6061-T6, and yield is 503 MPa versus 276 MPa. 7075 also has substantially higher fatigue strength (159 MPa endurance limit versus 95 MPa). However, 7075 is not always the right choice — welded assemblies, corrosion-exposed parts, and ductile-forming applications often favor 6061 even though it is mechanically weaker.
Why does 7075 CNC machining cost more than 6061 CNC machining?
Two reasons. First, 7075 raw bar stock is 80 to 120 percent more expensive than 6061 due to higher zinc and copper alloying content. Second, 7075 machines 20 to 30 percent slower than 6061 at equivalent metal removal rate because of higher hardness and increased tool wear. The total finished-part cost on 7075 typically runs 2.4 to 2.8x the 6061 equivalent.
Can 7075 aluminum be welded?
7075 should not be welded for structural use. The heat-affected zone loses substantial strength due to the precipitation-hardening alloy chemistry, and the welded joint is significantly weaker than the base material. For applications requiring welded aluminum, specify 6061-T6 (welds readily with 4043 or 5356 filler) or 5xxx-series alloys. If 7075 must be joined, use mechanical fastening or adhesive bonding instead of welding.
Which aluminum alloy anodizes better for cosmetic parts?
6061-T6 anodizes more consistently for cosmetic parts because it lacks the copper content of 7075. Type II anodize on 6061 produces clean, uniform color in clear, black, and dyed finishes. 7075 anodizes to a darker base color due to copper, which often forces black anodize for cosmetic uniformity. For cosmetic-critical visible surfaces, 6061 is the standard choice; 7075 is reserved for structural parts where mechanical performance overrides appearance.
Does 7075 corrode faster than 6061?
Yes. The copper content in 7075 (1.2 to 2.0 percent) reduces general corrosion resistance to roughly 60 to 70 percent of 6061 performance, and 7075-T6 is susceptible to stress-corrosion cracking under sustained tensile load in chloride environments. For marine, outdoor, and humid applications, 6061-T6 is the safer choice. If 7075 strength is required in corrosion-exposed service, specify 7075-T73 (over-aged temper with better SCC resistance) and apply appropriate surface protection.
Key Decisions Before Specifying Your Aluminum Alloy
- Default to 6061-T6 unless the worst-case operating stress exceeds 200 MPa or the application is in primary aerospace structure.
- Reach for 7075-T6 when strength-to-weight ratio is critical, welding is not required, and corrosion exposure is controlled.
- Map the alloy decision against the 8-row selection framework before quoting — alloy selection drives 50 to 200 percent of the per-part cost spread.
XC Machining runs both 6061-T6 and 7075-T6 CNC programs to ±0.005 mm on 3-axis, 4-axis, and 5-axis platforms with 60+ certified materials including 7075-T73 for stress-corrosion-sensitive applications and full Type II / Type III anodize finishing in-house.
Submit your CAD files for an aluminum alloy DFM review and instant quote at https://xcmachining.com/.