Standard CNC machining services hold aluminum to about ±0.005 inch (±0.127 mm) as a general tolerance, while precision work reaches ±0.001 inch (±0.025 mm) and the tightest features can hold ±0.0002 inch (±0.005 mm). When no tolerance is called out, most shops default to the ISO 2768 medium class.
Tighter tolerances are achievable but cost more because they require slower machining, better fixturing, temperature control, and more inspection. The practical rule is to specify tight tolerances only on the features that need them, and let everything else run at standard tolerance to control cost.
1. What are standard and precision tolerance levels for aluminum?
Standard CNC tolerance for aluminum is around ±0.005 inch, precision is around ±0.001 inch, and the tightest practical tolerance is about ±0.0002 inch. Standard tolerance covers the majority of machined features and is what a shop holds without special measures. Precision tolerance requires more careful setup and is used for fits, bearing surfaces, and mating features.
The tightest tolerances demand controlled conditions, including temperature management. Because aluminum expands and contracts noticeably with heat, even body heat from handling can shift a critical measurement.
Aluminum’s relatively high thermal expansion is one reason ultra-tight tolerances are harder to hold than when machining 7075 aluminum or other high-strength alloys compared to steel. A precision aluminum part measured warm off the machine can read differently once it cools to room temperature.
2. Aluminum tolerance reference chart by feature
The table below shows typical achievable tolerances for common features on aluminum CNC machining projects. Use it as a starting point, not a guarantee, since part size, geometry, and material temper all affect what a specific feature can hold.
| Feature Type | Standard | Precision | Tightest Practical |
| Linear dimensions | ±0.005 in (±0.127 mm) | ±0.001 in (±0.025 mm) | ±0.0005 in (±0.0127 mm) |
| Hole diameter (drilled) | ±0.003 in | ±0.001 in | reamed to ±0.0005 in |
| Hole diameter (reamed/bored) | ±0.001 in | ±0.0005 in | ±0.0002 in |
| Depth | ±0.005 in | ±0.002 in | ±0.001 in |
| Angular | ±1° | ±0.5° | ±0.1° |
| Flatness | 0.005 in/in | 0.002 in/in | 0.0005 in/in |
| Surface finish ($R_a$) | 125 µin | 63 µin | 16–32 µin |
Note: These are typical values for CNC machined aluminum. Confirm critical features with your shop.
3. What does ISO 2768 mean on your drawing?
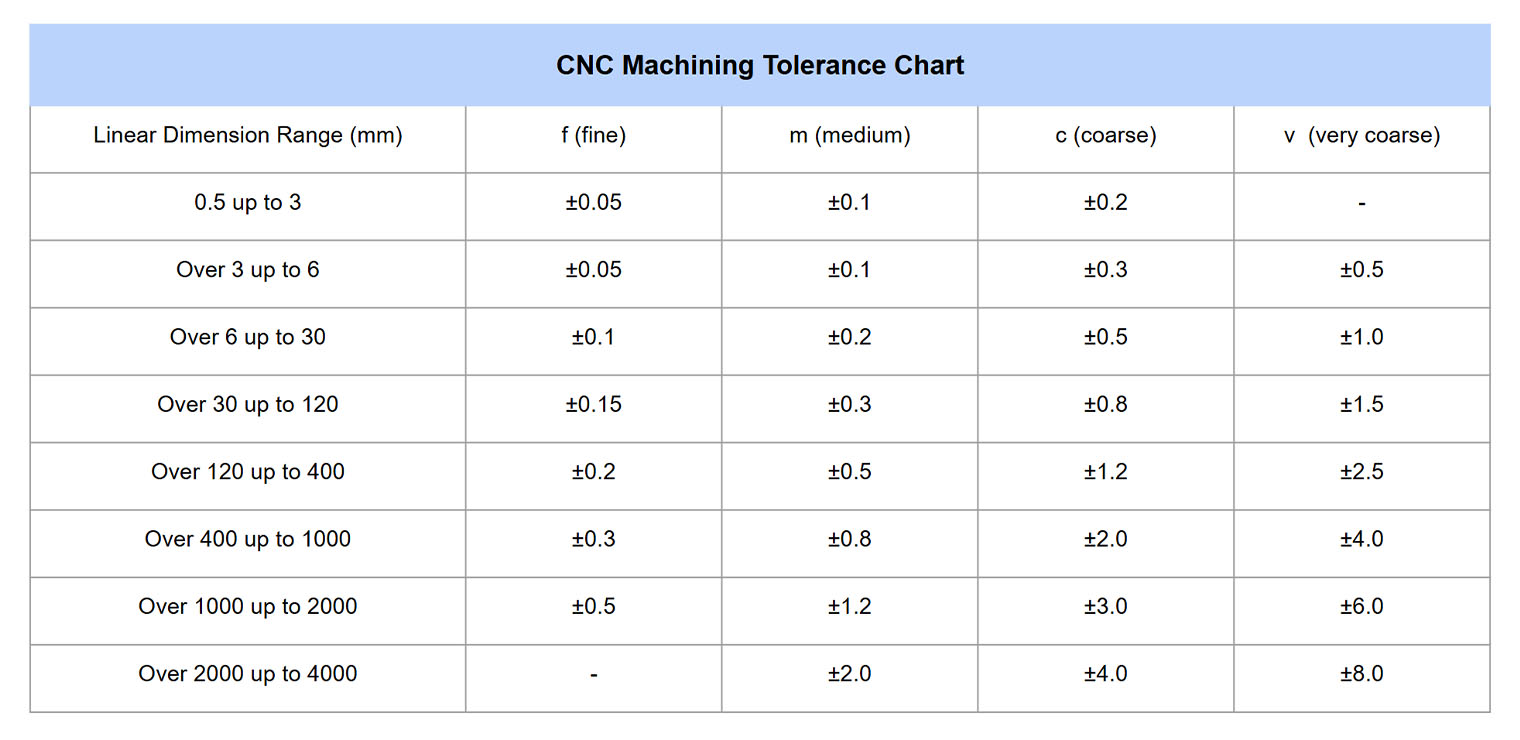
ISO 2768 is the general tolerance standard that applies to any dimension you did not explicitly tolerance. It has classes, usually fine (f), medium (m), and coarse (c), and most shops default to medium if you do not specify otherwise.
The standard assigns tolerances by dimension size, so a small feature gets a tighter general tolerance than a large one. Calling out “general tolerances per ISO 2768-m” on your title block tells the shop exactly how to treat every untoleranced dimension, which prevents both over-machining and under-machining.
If you need a tighter default across the part, specify ISO 2768-f. Just know that a fine general tolerance applied to every dimension raises cost across the board, so it is usually smarter to leave the general tolerance at medium and tighten only the specific features that matter.
4. Why do tight tolerances cost more?
Tighter tolerances cost more because they require slower cutting, better tooling, more inspection, and sometimes temperature control. Holding ±0.0005 inch instead of ±0.005 inch can mean:
-
Lighter finishing passes
-
More frequent tool changes
-
Custom fixturing to prevent part flex
-
Measurement on a CMM rather than calipers
Each of those steps adds time and cost. As a rough pattern, every step tighter in tolerance can increase the cost of that feature noticeably, which is why blanket-tight tolerances on a whole part are an expensive habit.
The fix is targeted tolerancing. Identify the few features that control fit and function, tighten those, and let the rest run standard. A drawing that does this gets quoted lower and made faster than one that tolerances everything to ±0.001 inch out of caution.
5. Surface finish vs tolerance
Surface finish and dimensional tolerance are related but separate specifications, and both add cost as they tighten. A standard as-machined aluminum finish is around 125 microinch $R_a$, precision work reaches 63 microinch, and a fine finish of 16 to 32 microinch requires extra finishing passes or post-processing.
A part can hold a tight dimensional tolerance with a rough finish, or a smooth finish with loose dimensions, so specify each based on function. Sealing surfaces and optical or cosmetic faces need a fine finish; most structural features do not.
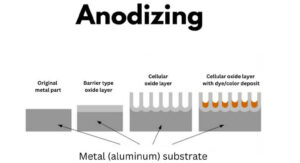
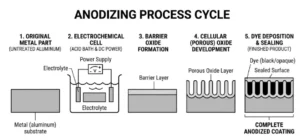
Note that surface treatments like bead blasting and anodizing also affect the final surface. Be sure to study how anodizing and tolerances interact, so you can properly account for them when specifying both finish and dimension.
6. How do I specify tolerances the right way?
Tolerance only the features that affect fit and function, and use a general tolerance for the rest. The cleanest drawing sets ISO 2768-m as the default in the title block, then applies specific tighter tolerances to the handful of critical dimensions, holes, and fits. Add a clear note for any surface that will be coated, stating whether the toleranced dimension applies before or after finishing, since anodizing changes part size.
At XC Machining, our DFM review checks every toleranced feature for manufacturability when you upload your drawing, typically within 12 hours. We flag any tolerance that is tighter than the feature realistically needs, ensuring you can get a precision machining quote without paying for precision the part does not require.
7. Frequently Asked Questions
What is the standard tolerance for CNC machined aluminum?
About ±0.005 inch (±0.127 mm) for general dimensions. Precision work holds ±0.001 inch, and the tightest practical features reach about ±0.0002 inch on reamed or bored holes.
What tolerance does ISO 2768 apply if none is specified?
ISO 2768 assigns a general tolerance by dimension size, and most shops default to the medium (m) class. Calling out “ISO 2768-m” on the title block tells the shop how to treat every untoleranced dimension.
Why does aluminum hold tight tolerances less easily than steel?
Aluminum has a higher coefficient of thermal expansion, so it changes size more with temperature. A precision aluminum part can measure differently warm off the machine than after it cools, which is why critical features may need temperature control.
How much do tighter tolerances increase cost?
Each step tighter in tolerance raises the cost of that feature because it requires slower machining, better fixturing, more frequent tool changes, and more inspection. Tolerancing only the critical features keeps overall cost down.
Does surface finish affect tolerance?
They are separate specs. A part can hold tight dimensions with a rough finish or a smooth finish with loose dimensions. Specify each based on function, and remember that coatings like anodizing change the final surface and dimensions.
Sources
-
ISO 2768, General Tolerances for Linear and Angular Dimensions
-
ASME Y14.5, Dimensioning and Tolerancing
-
The Aluminum Association, Aluminum Standards and Data
About the Author
The XC Machining Engineering Team machines precision aluminum components to tolerances as tight as ±0.005 mm and provides expert DFM tolerance reviews on every uploaded drawing.