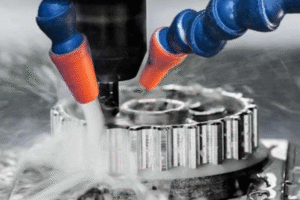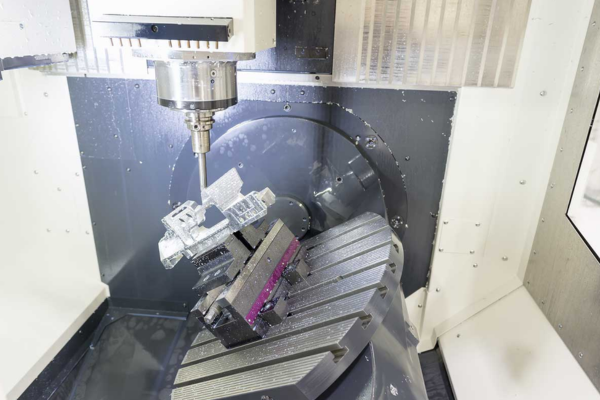
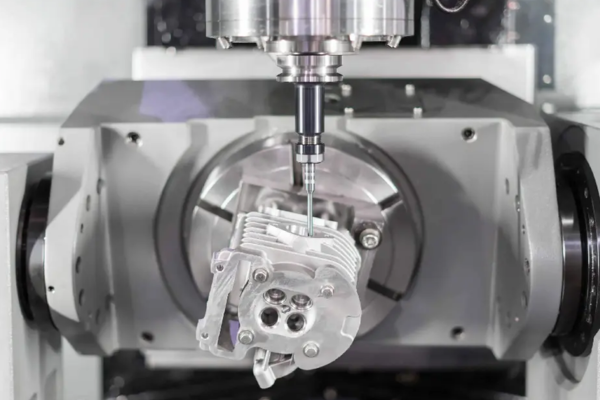



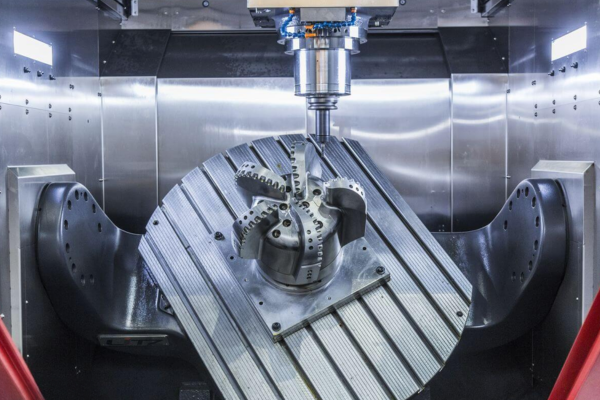


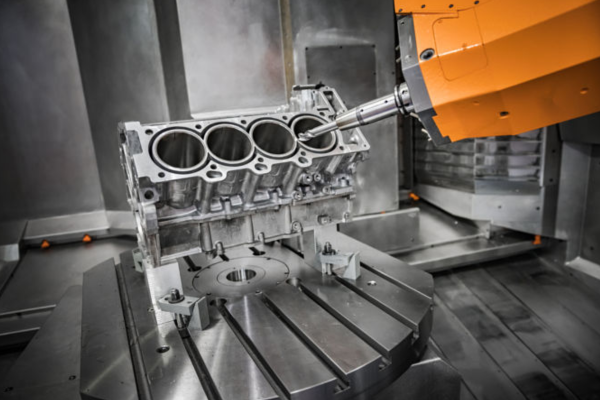
Our 5-axis department operates simultaneous 5-axis machining centers and 3+2 indexed machines with Fanuc/Siemens controllers, 12,000–30,000 RPM spindles, HSK tool interfaces, and work envelopes up to 2000 × 1500 × 1000 mm for large aerospace and industrial parts.

5-axis machinable materials include aluminum 6061/7075, titanium Grade 5, Inconel 625/718, Hastelloy, cobalt-chrome, stainless steel 304/316/17-4 PH, carbon steel 4140, tool steel D2/H13, brass, copper, PEEK, Delrin, and Nylon.
Our 5-axis engineers review CAD files for tool access angles, minimum internal corner radii, undercut depth feasibility, thin wall deflection risk, and fixturing strategy. We recommend simultaneous 5-axis vs 3+2 indexed approach per part geometry. DFM feedback within 12 hours.
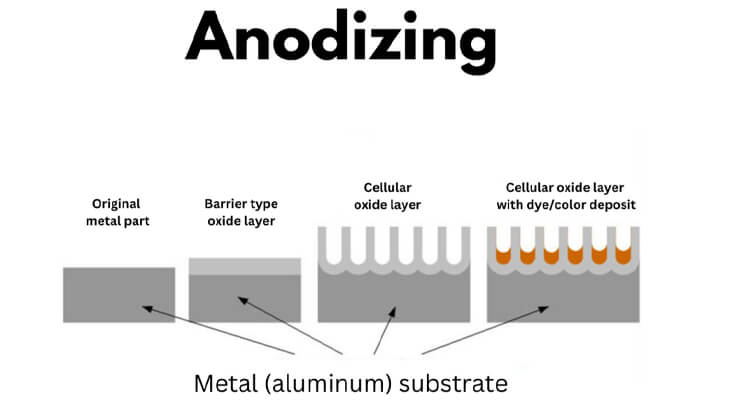
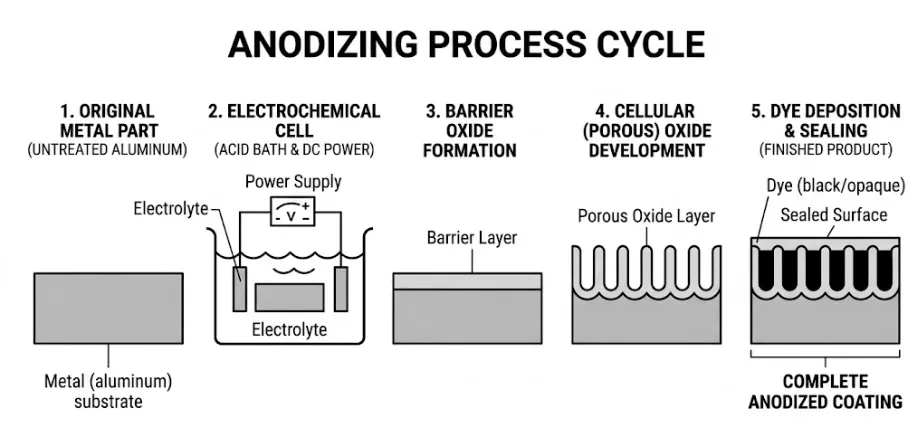
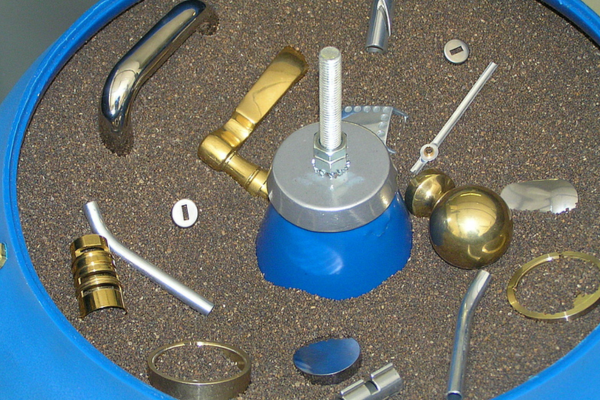
5-axis machined parts achieve Ra 0.4 μm directly off the machine. Additional finishes include anodizing (Type II/III), electropolishing, bead blasting, polishing to Ra 0.05 μm, and powder coating for corrosion protection.





Inconel 625, Inconel 718, Hastelloy, Monel