
Waterjet cutting is a cold process — no heat, no HAZ, no microstructural change, no thermal stress, no warping. Material mechanical properties (tensile strength, hardness, fatigue resistance) remain identical after waterjet cutting. Critical for titanium Grade 5 (aerospace brackets), 304 stainless (medical housings), hardened tool steel (D2, H13), and carbon fiber composites — materials where laser or plasma cutting alters properties and triggers rework.

XC Machining waterjet cuts steel to 150 mm, aluminum to 100 mm, titanium to 80 mm, stone and granite to 200 mm, tempered glass to 50 mm, CFRP composites to 30 mm, and rubber and foam to 100 mm — in a single operation with no tool changes between materials.
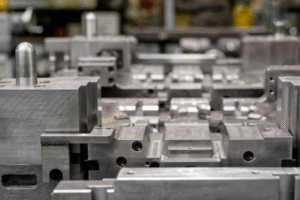
XC Machining's 5-axis waterjet cutting head automatically tilts to compensate for jet stream taper on material thickness above 25 mm — producing perpendicular walls (0° taper) on thick steel and aluminum plates. Eliminates secondary machining to correct taper angle on precision structural parts and mold components.
Upload DXF or STEP file. XC Machining engineers return DFM review within 12 hours: minimum hole size, minimum internal corner radius, taper risk by thickness, material certification requirement, and cut quality grade recommendation for your tolerance and surface finish specification.