A startup hardware founder sent us a sheet metal enclosure design last quarter — 18 brackets, 2 mm aluminum, six bends each, two welded seams, powder coated. The founder had a $42-per-unit budget based on a quote from one supplier. We quoted $24 per unit. The competitor was not wrong. We were not magic. The difference was that the competitor was charging by hourly rate for every operation independently, and we had laser-cut all 18 brackets in one nest (5 minutes total), bent them on a programmed press brake sequence (45 seconds each), and welded them in jig fixtures designed for batch processing. The founder’s drawing was the same. The cost difference was in the production strategy — and it is the strategy difference that separates cheap quotes from expensive ones across the sheet metal industry. This guide explains what actually drives sheet metal cost in 2026 and the design choices that move it most.
Sheet metal fabrication is one of the most cost-sensitive manufacturing processes because the per-part cost is dominated by labor and machine time rather than material — and labor and machine time scale directly with design choices the buyer controls. This guide walks engineers and procurement managers through real 2026 cost economics across laser cutting, press brake bending, welding, and finishing, and the four DFM moves that cut sheet metal pricing 20–40% without compromising the part.
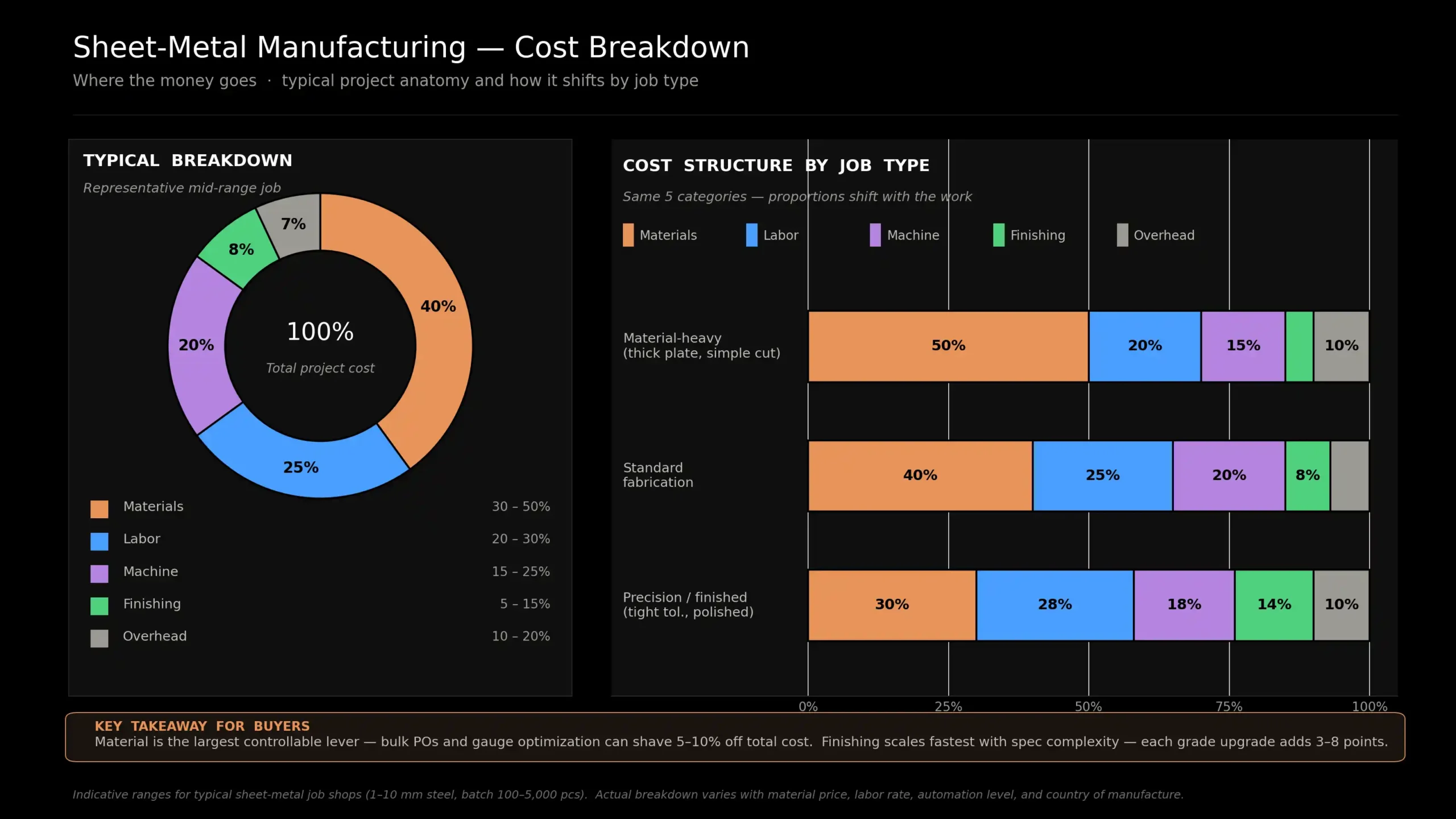
Sheet Metal Cost Stack: Where Each Dollar Goes
A typical sheet metal bracket has six cost components, and their relative weighting depends on part complexity and lot size. Understanding the stack is the first step to reducing the total.
Cost stack for a 2 mm aluminum bracket with 4 bends, 12 holes, 1 welded seam, and powder coating, in a 100-piece lot:
- Material — $1.20–$2.80 per part (sheet weight × per-pound price + nesting yield)
- Laser cutting — $0.45–$1.20 per part (machine time × hourly rate)
- Press brake bending — $1.80–$4.20 per part (4 bends × 25–60 seconds each + setup amortization)
- Welding — $1.50–$3.60 per part (manual MIG/TIG with jig)
- Surface finishing (powder coat) — $1.80–$3.20 per part (single color, single masking)
- Inspection, deburr, packaging — $0.40–$1.10 per part
Total typical: $7.15–$16.10 per part at 100-piece volume. At 1,000-piece lots, setup amortizes and the per-part cost drops 25–35% on the same drawing. At 10,000+ pieces, the stack compresses further as the bending and welding move to programmed press brake sequences and robotic welding becomes economical.
Our rapid prototyping operations and CNC machining cells often pair with sheet metal fabrication for hybrid assemblies — single PO and consolidated routing through one supplier reduces freight, qualification overhead, and program management cost on complex enclosures.
Laser Cutting Cost: Hourly Rate vs Effective Per-Part Cost
Laser cutting hourly rate varies from $85/hr on entry-level CO₂ machines to $220/hr on high-power fiber lasers with automation, but hourly rate alone is misleading. The fiber laser at $185/hr cuts 2 mm aluminum at 8–12 meters per minute; the older CO₂ at $95/hr cuts the same sheet at 2–3.5 meters per minute. Per-meter cutting cost is essentially a wash; the throughput difference matters dramatically at production volume.
| Operation | Hourly Rate (US$/hr) | Cycle Time on Typical Part | Setup Time |
|---|---|---|---|
| CO₂ laser cutting | $85–$135/hr | Slow — 2–3.5 m/min on 2 mm Al | 5–15 min |
| Fiber laser cutting (high power) | $140–$220/hr | Fast — 8–12 m/min on 2 mm Al | 5–15 min |
| Press brake bending | $75–$135/hr | 25–60 sec per bend | 8–20 min per program |
| Manual MIG welding | $85–$135/hr | 25–45 cm/min weld | 10–25 min jig setup |
| TIG welding (premium) | $115–$175/hr | 8–18 cm/min weld | 15–30 min jig setup |
| Powder coat finishing | $45–$85/hr | Standard color, single masking | 15–30 min/lot |
| XC Machining (China, ISO 9001) | $28–$58/hr | Same envelope across all ops | Same as type |
What drives laser cutting cost per part:
- Cutting length — measured in meters of cut perimeter; longer perimeter = more time on machine
- Number of pierces — each hole adds 0.3–1.5 seconds for the laser to pierce through; pierce count is a real cost driver on hole-heavy parts
- Material thickness — cutting speed drops non-linearly with thickness; 1 mm cuts 10× faster than 6 mm on the same machine
- Nesting efficiency — parts arranged efficiently on the sheet leave less waste; typical nest yield 70–90%
- Material type — stainless cuts roughly 30–50% slower than aluminum at the same thickness
Single largest cost lever on laser cutting: maximize nesting efficiency through standardized part dimensions across a BOM. A drawing using 50 mm increments routinely nests at 85–90% yield; the same parts in arbitrary dimensions nest at 65–75% yield, which adds 15–20% to material cost.
Press Brake Bending: The Cost Driver Most Buyers Underestimate
Press brake bending is the operation most procurement managers under-budget on sheet metal quotes. Each bend takes 25–60 seconds of cycle time depending on geometry, plus setup time per bend program. On parts with many bends, the bending operation routinely costs more than the laser cutting and the material combined.
Real 2026 press brake economics:
- Setup time per bend program — 8–20 minutes (one-time per lot)
- Cycle time per bend — 25–60 seconds depending on complexity
- Hourly rate — $75–$135 in US shops, $32–$58 in qualified China shops
- Per-bend cost at 100-piece lot — $1.20–$2.50 each (setup + cycle)
- Per-bend cost at 1,000-piece lot — $0.45–$1.10 each (setup amortizes)
Bending cost drivers in order of impact:
- Number of bends per part — every additional bend adds 25–60 seconds of cycle time. Reducing bend count is the single highest-impact DFM move on sheet metal cost.
- Bend angle complexity — 90° bends are fast; angled bends, hemming, and joggle bends add setup and cycle time
- Bend radius standardization — using the same radius across the part means one V-die for all bends; mixing radii forces tool changes
- Sheet handling — large or complex parts require two operators on the brake, doubling per-bend labor
Welding Cost: When to Spec MIG, TIG, or Spot Welding
Welding adds the most variable cost to sheet metal fabrication because the labor content is high and the cycle time depends on weld length, position, and material. The three production welding processes carry distinctly different economics.
Real 2026 welding economics:
- MIG welding (GMAW) — $85–$135/hr labor in US, weld speed 25–45 cm/min, the workhorse for most fabrication
- TIG welding (GTAW) — $115–$175/hr labor in US, weld speed 8–18 cm/min, premium quality for stainless and aluminum
- Spot welding — $0.05–$0.20 per spot in production, very fast for sheet-to-sheet joining without continuous seam
- Robot MIG welding — $95–$155/hr equivalent including amortization, 3–5× the throughput of manual MIG on consistent parts
When each is the right call:
- MIG — most steel and aluminum fabrication where weld appearance is functional, not cosmetic
- TIG — stainless steel, aluminum, and parts where the weld is visible or where contamination risk is high
- Spot — sheet-to-sheet joining, electrical enclosures, consumer appliance bodies, automotive panels
- Robot MIG — production lots above 500 pieces with consistent weld geometry
For mixed assemblies, our surface finishing options apply to welded sheet metal as well as machined parts — powder coating, anodizing, electroplating, and bead-blasting all run on the same finishing line.
Four DFM Rules That Cut Sheet Metal Cost 20–40%
Sheet metal is the most DFM-responsive manufacturing process in the catalog because every operation cost scales with a specific design choice the engineer controls. The four highest-impact rules:
- Reduce bend count by combining features — every bend eliminated saves $0.45–$2.50 per part in production. A bracket designed with 4 bends instead of 6 typically costs 12–18% less without compromising function. Typical savings: 15–22%.
- Standardize hole diameters across the BOM — using 5 mm holes throughout instead of 5 mm, 5.5 mm, and 6 mm means one tool change instead of three on punch operations and consistent laser pierce time. Typical savings: 4–9% on lots with mixed hole sizes.
- Use the same bend radius throughout the part — every bend radius variation forces a press brake tool change (8–15 minutes setup). Three radii on one part triples the bending setup time. Typical savings: 8–15% on multi-bend parts.
- Specify welds only where structurally required — replacing 4 welded seams with mechanical fasteners or interlocking tabs eliminates 40–60 seconds of welding per part plus the inspection and rework overhead. Typical savings: 18–30% on weldment-heavy designs.
Our DFM team runs all four passes on every sheet metal quote before pricing. First-time buyers regularly see quote-to-quote reductions of 25–40% versus incumbent supplier pricing on the same drawing, before any volume negotiation.
The XC Sheet Metal Cost Framework
Use this framework when modeling sheet metal cost into a hardware BOM. Each row is a real numeric anchor.
| Cost Driver | Numeric Anchor | Lever Available |
|---|---|---|
| Number of bends per part | Each bend = $0.45–$2.50 | Combine features to reduce bend count |
| Hole diameter variation | Each variation = 8–15 min tool change | Standardize across BOM |
| Bend radius variation | Each radius = 8–15 min setup | One radius per part where possible |
| Number of welded seams | Each seam = 40–60 sec + inspection | Replace with fasteners or tabs where structural OK |
| Material thickness | Cut speed drops non-linearly | Use lighter gauge where structural margin allows |
| Nesting efficiency | 65–90% yield range | Standardize part dimensions to improve nest |
| Welding process selection | TIG = 4× cost of spot for some joints | Spec only what the application requires |
Frequently Asked Questions
How much does sheet metal fabrication cost per part in 2026?
For a typical 2 mm aluminum bracket with 4 bends, 12 holes, 1 welded seam, and powder coat finish, per-part cost lands at $7.15–$16.10 in 100-piece lots and drops to $5.40–$11.20 at 1,000-piece lots as setup amortizes. Stainless steel parts of the same geometry run 25–45% higher per piece due to slower cutting speeds and more difficult bending. Carbon steel typically lands 15–25% below aluminum on cost. The biggest single per-part cost variable is bend count — every additional bend adds $0.45–$2.50 per part — so designs with 8+ bends regularly cost 60–80% more than equivalent function in 3–4 bends. Welding adds $1.50–$3.60 per part per welded seam; minimizing weld length is one of the highest-impact cost levers.
What is the difference between laser cutting and plasma or waterjet for sheet metal?
Laser cutting is the dominant production process for sheet metal below 12 mm thickness — fast, precise (±0.1 mm tolerance), clean edge quality requiring minimal deburring, and economical from prototype through mid-volume production. Plasma cutting handles heavier thickness (up to 50 mm+) at higher cutting speeds than laser but with rougher edge quality and ±0.5–1 mm tolerance — used primarily for structural steel and heavy plate work. Waterjet cuts virtually any material at any thickness with no heat-affected zone, holds ±0.05 mm tolerance, but is significantly slower and more expensive than laser on standard sheet metal — used for materials laser cannot handle (some composites, ceramics, very thick metals) or when heat input must be avoided. For consumer hardware enclosures and brackets in 0.5–6 mm thickness, laser cutting is almost always the correct process.
How much does powder coating cost per part?
Powder coating cost is dominated by part surface area, masking complexity, and color count, not by hourly rate. For a small sheet metal bracket (under 0.1 m² surface area) in a single color with no masking, powder coat lands at $1.80–$3.20 per part at 100-piece lots, dropping to $1.20–$2.40 per part at 1,000-piece lots. Multi-color (separate masking and runs) adds 60–120% per additional color. Masking for areas that must remain bare (threaded holes, grounding pads) adds $0.40–$1.20 per part depending on complexity. Stainless steel powder coat carries a 15–25% premium over aluminum because the pre-treatment chemistry differs. Custom Pantone color match adds a one-time $180–$420 setup charge for color qualification but no per-part premium once approved.
When does sheet metal fabrication beat CNC machining for brackets and enclosures?
For 2D-derived geometry — flat parts with bends, simple welded structures, and box-like enclosures — sheet metal is dramatically cheaper than equivalent CNC machined parts. A simple aluminum bracket that costs $8 in sheet metal fabrication typically costs $35–$95 in CNC machined billet because the CNC operation removes 70–85% of the starting stock as chips. CNC machining wins on 3D-geometry parts with complex features that cannot be formed by bending, on parts requiring tight tolerances (±0.025 mm or tighter) that sheet metal cannot consistently hold, and on solid parts where strength requires a machined billet rather than bent sheet. For most consumer hardware enclosures, structural brackets, and electrical control boxes, sheet metal fabrication is the correct process; for precision mechanical components, CNC machining wins.
What sheet metal thickness should I specify for a hardware enclosure?
For consumer electronics and small instrument enclosures, 1.0–1.5 mm aluminum (or 0.8–1.2 mm stainless or steel) is the typical sweet spot — adequate stiffness for the application, low material cost, fast cutting and bending cycle times. Heavier-duty enclosures (industrial control boxes, outdoor equipment) typically use 1.5–3 mm aluminum or 2–3 mm steel. Bend radius minimum scales with thickness — a 2 mm aluminum bend needs a minimum 2 mm inside radius for clean bending without cracking. Specifying thicker material than necessary adds material cost (linearly) and cycle time (non-linearly because cutting and bending both slow on heavier gauge). For enclosures, increase gauge only when the structural calculation shows the lighter gauge fails — over-specifying gauge is one of the most common avoidable costs on enclosure work.
Bottom Line
Three takeaways:
- Bend count is the single highest-impact cost driver — every bend eliminated saves $0.45–$2.50 per part, so consolidating features pays off compounded across a production run.
- Standardize hole diameters and bend radii across the BOM to eliminate tool changes — typical savings 8–15% on multi-feature parts.
- Specify welds only where structurally required — replacing welded seams with mechanical fasteners or interlocking tabs is one of the largest available cost reductions on weldment-heavy designs.
XC Machining runs sheet metal fabrication alongside CNC machining, vacuum casting, injection molding, 3D printing, and surface finishing under one ISO 9001 system — consolidating hardware programs under one supplier.
Submit your sheet metal CAD files for a no-fee DFM review and quote at xcmachining.com.