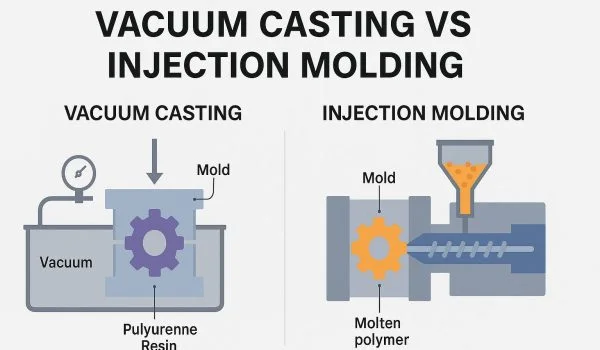
An NPI manager at a consumer electronics startup needs 35 functional pre-production units in 12 business days for a CES private demo. Injection molding quotes come back at $4,800 mold cost and 18 business days. 3D printing in MJF quotes at $32 per part with 5 business days but plastic appearance and no soft-touch overmold. Vacuum casting quotes at $1,650 silicone mold cost, $48 per part, and 9 business days — with real production-grade urethane that mimics ABS, PC, or rubber within 5% of target Shore hardness. The NPI manager picks vacuum casting and ships. This is the scenario vacuum casting was built for, and it is the scenario most engineers under-utilize because the process gets confused with 3D printing on one side and injection molding on the other.
Vacuum casting (also called polyurethane casting or RTV silicone tooling) sits between 3D printing and injection molding in the 5–100 unit production envelope. Silicone molds cost a fraction of aluminum tooling, parts come out with near-injection-molded surface quality, and lead times run 7–15 business days. This guide walks NPI managers and design engineers through the real 2026 cost stack, the four scenarios where vacuum casting beats aluminum injection molding, and the design rules that prevent the most common silicone-mold failures.
What Vacuum Casting Actually Is — and What It Is Not
Vacuum casting uses a 3D-printed or CNC-machined master pattern to create a silicone (RTV) mold, into which liquid polyurethane is poured under vacuum, cured, and demolded. The resulting parts replicate the master’s surface finish and geometry closely — typically within ±0.15 mm on dimensional accuracy and within 5% of target Shore hardness on the chosen polyurethane resin.
What vacuum casting is good for:
- 10–80 functional pre-production units that need real material properties (not 3D-printed appearance)
- Functional engineering prototypes in PU resins that mimic ABS, PC, PMMA, silicone rubber, or TPE
- Color-matched product demos where every unit needs the same finish
- Overmold and 2-shot effects without the cost of multi-material injection tooling
- Clear or translucent parts where 3D printing cannot achieve optical clarity
What vacuum casting is not:
- A volume production process — silicone mold life is 15–35 parts before degradation
- A substitute for true injection molding above ~100 units per design
- A precision tolerance process — ±0.15 mm is typical, not ±0.02 mm
Our vacuum casting service and rapid prototyping operations frequently run in sequence: 3D-printed master in week 1, silicone mold in week 2, 20–40 cast parts delivered in week 3 — the standard NPI cadence for product launches with hardware demos.
Vacuum Casting Cost in 2026: Mold, Per-Part, and What Drives Both
Vacuum casting has two cost components: the master pattern + silicone mold setup, and the per-part casting cost. Both scale meaningfully with part complexity and material choice.
| Cost Component | Typical Range 2026 | What Drives It |
|---|---|---|
| Master pattern (SLA print or CNC) | $80–$650 | Part size, finish requirement |
| Silicone mold setup | $680–$2,800 | Part complexity, undercuts, mold size |
| Per-part casting (50g consumer part) | $35–$85 | Resin choice, post-processing |
| Color matching / tinting setup | $40–$120 one-time | Pantone or sample match |
| Overmold / 2-shot capability | +$200–$600 setup, +$8–$22/part | Multi-resin pour |
| Surface finishing (paint, polish) | +$4–$28/part | Class-A vs as-cast |
What drives mold cost:
- Master pattern — typically a 3D-printed SLA or CNC-machined master, $80–$650 depending on size and finish requirements
- Silicone volume — driven by part size and number of cavities in the mold
- Undercuts and complex parting lines — add $150–$450 to setup
- Insert pieces or 2-shot overmold capability — add $200–$600
Per-part casting cost factors:
- Polyurethane resin cost — $42–$95/kg for engineering-grade PU resins in 2026
- Cycle time — typical 2–4 hours per casting (most of which is unattended cure time)
- Labor — pour, demold, trim, finish — $8–$22/part
- Post-processing — painting, polishing, masking — $4–$28/part
- Color matching — Pantone or sample-matched resin tinting adds $40–$120 setup, no per-part premium after that
A typical 50g consumer electronics housing in ABS-mimicking PU runs $35–$85 per part on lots of 20–35 pieces, with $1,200–$2,800 mold setup. That works out to $1,900–$5,800 total for a 20-unit lot — usually less than the cost of running 20 MJF prints with full color and finish post-processing, and a fraction of an aluminum mold’s $4,500+ tooling cost.
Vacuum Casting vs MJF/SLS 3D Printing: When Each Wins
The 3D-printing-versus-vacuum-casting decision usually comes down to three factors: part count, material requirement, and surface finish standard.
Vacuum casting wins when:
- Part count is 15–80 units — silicone mold cost amortizes, per-part casting cost becomes competitive with printing
- Material property matters — clear PU, soft-touch rubber, color-matched ABS-mimic, or silicone rubber are out of reach for cost-effective 3D printing
- Surface finish must look injection-molded — Class-A surface, no print lines, paint-ready
- Overmold or 2-shot effect required — vacuum casting handles this without multi-material printer overhead
MJF/SLS 3D printing wins when:
- Part count is under 12 — silicone mold cost does not amortize
- Lead time is under 5 days — vacuum casting needs the mold-build time
- Lattice or internal channel geometry — vacuum casting cannot demold these; 3D printing can
- Part is large (>200mm in any dimension) and cannot fit in a standard vacuum casting envelope
Above 80 units, the conversation shifts to aluminum injection molding — silicone molds wear out at 15–35 parts each, so a 100-unit lot requires 3–6 silicone molds, which closes the cost gap with aluminum tooling fast. Our 3D printing capacity in MJF, SLS, SLA, FDM, and SLM covers the under-12-unit and oversize geometries that vacuum casting cannot reach.
Four Scenarios Where Vacuum Casting Beats Aluminum Injection Molding
Aluminum tooling is the default at production volumes — but four NPI scenarios consistently favor vacuum casting even when the buyer’s first instinct is to go straight to molding.
- Pre-launch demo unit production — 30–60 units for trade shows, advisory boards, beta programs. Vacuum casting delivers in 9–14 business days at $35–$85 per part. Aluminum tooling delivers in 18–28 days at $4,500+ mold cost.
- Color and material variation testing — vacuum casting can produce 8 variants (4 colors × 2 finishes) for the cost of 1 silicone mold and a tint kit. Aluminum tooling requires either 8 separate molds or secondary painting on every unit.
- Overmold prototyping before tooling commitment — silicone molds can host insert and overmold geometry that would cost $8,000–$22,000 in aluminum tooling to validate.
- Pre-FDA / pre-IEC functional units for regulatory submission — many programs need 25–60 functional units for testing labs before the design freezes for tooling. Vacuum casting fills this gap without committing to mold cost on a design that may still revise.
In all four cases, the total program savings is typically $3,200–$11,500 versus going straight to aluminum tooling — and the design freeze happens with more confidence because the cast units have been through real testing.
Design Rules That Prevent Silicone Mold Failures
Vacuum casting tolerates designs that injection molding cannot, but it has its own constraints. The five rules that prevent the most common mold-build failures:
- Wall thickness 1.5–6 mm preferred — below 1.5 mm causes cure shrinkage and warpage; above 6 mm risks center voids from cure shrinkage
- Draft angle 0.5–1° on side walls — silicone is more forgiving than steel tooling but still benefits from draft on deep features
- Internal radii 0.5 mm minimum — sharp internal corners tear the silicone mold during demolding and shorten mold life
- Undercuts up to 4–6 mm are casting-friendly — silicone’s flexibility releases shallow undercuts that would require lifters in aluminum tooling
- Avoid features below 0.6 mm thickness for cosmetic parts — surface tension during pour causes incomplete fill on thin ribs
Our surface finishing options apply to vacuum-cast parts as well as machined parts — bead-blasting, painting, masking, and color-matching all work on cured polyurethane and are the standard post-processing for trade-show-ready demo units.
The XC Vacuum Casting Decision Framework
Use this framework when scoping vacuum casting against 3D printing or injection molding.
| Decision Factor | Threshold | Recommended Process |
|---|---|---|
| Unit count | <12 units | MJF or SLA 3D printing |
| Unit count | 15–80 units | Vacuum casting |
| Unit count | 100+ recurring units | Aluminum injection molding |
| Material requirement | Clear, rubber, soft-touch, or color-matched | Vacuum casting |
| Lead time | <5 business days | 3D printing — vacuum needs mold build time |
| Design stability | May revise within 60 days | Vacuum casting — avoids tooling commitment |
| Surface finish standard | Injection-molded appearance, paint-ready | Vacuum casting |
| Part size | >200mm any dimension | 3D printing or CNC — vacuum casting envelope limit |
Frequently Asked Questions
How much does vacuum casting cost per part in 2026?
For a 50-gram consumer electronics housing in a standard ABS-mimicking polyurethane resin, vacuum casting per-part cost runs $35–$85 on lots of 20–40 pieces, plus a one-time silicone mold setup of $680–$2,800. Total program cost for a 25-unit lot typically lands at $1,900–$5,800. Cost rises with part size, resin choice (clear PU and silicone rubber cost more), and post-processing requirements (paint, masking, color match). Compared to MJF or SLS 3D printing at $18–$45 per part for equivalent parts, vacuum casting wins on per-part economics above roughly 15 units once the mold cost amortizes.
How many parts can one silicone vacuum casting mold produce?
A typical silicone (RTV) vacuum casting mold delivers 15–35 cast parts before degradation affects part quality. Mold life depends on part complexity, undercut depth, resin chemistry, and demolding care. Simple parts with shallow geometry and standard PU resins last toward the upper end (25–35 parts); complex parts with deep undercuts, sharp corners, or aggressive resins (some 2-component overmolds) wear molds faster (15–22 parts). For lots above 60–80 units, the program typically requires 2–4 silicone molds, which closes the cost advantage versus aluminum tooling — making the 80-unit mark a practical ceiling for vacuum casting as a primary production method.
How long does vacuum casting take from order to delivery?
A typical vacuum casting program runs 9–15 business days end-to-end. The breakdown: master pattern fabrication (2–4 days for SLA or CNC), silicone mold build (3–5 days), pour and cure cycles for production parts (2–5 days depending on lot size, typically 4–8 parts per day per mold), and post-processing including trim, color, or paint (1–3 days). Rush programs can compress to 7–9 business days for simple parts at premium rates. Lead time is the principal cost where vacuum casting trails 3D printing — MJF or SLS prints often ship in 4–6 business days from CAD.
What materials can vacuum casting simulate?
Vacuum casting uses polyurethane (PU) resins that are formulated to mimic common engineering plastics. The most common simulations: PU ABS-mimic (rigid, paintable, machinable), PU PC-mimic (impact-resistant, optical clarity), PU PMMA-mimic (transparent acrylic-like), PU rubber-mimic (Shore A 30–80, soft-touch and elastomer), PU silicone-mimic (Shore A 10–40, very flexible), and glass-filled PU (rigid, structural). Material properties match the target plastic within roughly 5% on Shore hardness, 10–20% on tensile strength, and visually within commercial tolerance for consumer products. The match is sufficient for functional testing, demo units, and pre-production validation — but is not interchangeable with the target plastic for long-term outdoor or chemical exposure.
When is vacuum casting cheaper than aluminum injection molding?
For lot sizes from approximately 5 to 80 units. Below 5 units, 3D printing is cheaper because the silicone mold setup does not amortize. Above 80 units, aluminum injection molding becomes more economical because silicone molds wear out and need replacement every 15–35 parts. The cost crossover with aluminum tooling typically sits at 60–100 lifetime units on a consumer electronics part: an aluminum mold at $4,800 plus $1.80/part beats four silicone molds at $1,500 each plus $48/part once total units pass that band. For pre-launch demos, regulatory functional units, and color-variant testing, the 5–80 unit range is exactly where vacuum casting earns its place in the NPI pipeline.
Bottom Line
Three takeaways:
- Vacuum casting fills the 15–80 unit gap between 3D printing and aluminum injection molding — and is the right call for trade-show demos, color-variant testing, and pre-tooling functional validation.
- Per-part cost typically $35–$85 for consumer-size parts in PU resin; silicone mold cost $680–$2,800. Total program cost on a 25-unit lot usually beats aluminum tooling by $3,200–$11,500.
- Plan for one silicone mold per 15–35 parts — above that ceiling, switch to aluminum molding for total-cost economics.
XC Machining runs vacuum casting alongside CNC machining, injection molding, 3D printing, and surface finishing under one ISO 9001 quality system, with tolerances ±0.005 mm on CNC and ±0.15 mm typical on vacuum casting.
Submit your CAD files for a vacuum casting DFM and quote at xcmachining.com.