6061-T6 is the best aluminum grade for most CNC machined enclosures because it balances strength, machinability, availability, and a clean anodized finish. Choose 6063 when the enclosure is built from extruded profiles or when a bright cosmetic finish leads the design, and choose 5052 when the enclosure is formed from bent sheet metal rather than machined from solid. The decision is driven less by the metal itself and more by how the enclosure is made: machined from billet points to 6061, extruded profiles point to 6063, and folded sheet points to 5052.
Why is 6061 the default for machined enclosures?
6061-T6 is the default because it is strong, widely available as plate, and machines and anodizes cleanly. Most precision enclosures, the kind that house electronics, instruments, or sealed assemblies, start as a solid block or plate that gets pocketed, drilled, and threaded. 6061 is stocked in every plate thickness, holds tight machined features, and takes a uniform anodized finish that protects the housing and looks finished. Its yield strength near 276 MPa (40,000 psi) is more than enough for a rigid, drop-resistant box.
For a sealed enclosure with a machined gasket groove and threaded mounting bosses, utilizing precision CNC milling on 6061 gives you crisp features and a stable platform without the cost or anodizing quirks of higher-strength alloys.
When should I use 6063 instead?
Use 6063 when the enclosure body is an extruded profile or when a flawless anodized appearance is the priority. Extruded aluminum enclosures, the kind with a constant cross section and internal card guides or PCB slots, are made from 6063 because it flows into complex die profiles that 6061 cannot match as cleanly. 6063 also anodizes to a brighter, more uniform color, which matters on a consumer-facing product where the finish is part of the brand.
The trade-off is strength. 6063-T6 yields around 214 MPa (31,000 psi), roughly 30% below 6061, so it suits enclosures where appearance and profile complexity matter more than maximum load. For a deeper look at the two grades side by side, see our comprehensive comparison on 6061 vs 6063 aluminum.
When is 5052 the right call?
Choose 5052 when the enclosure is formed from bent sheet metal rather than machined from solid. 5052 is a non-heat-treatable alloy prized for formability and excellent corrosion resistance, which makes it the standard for chassis, brackets, and folded sheet-metal boxes. It bends to tight radii without cracking, something 6061 struggles with. It is not a machining alloy in the usual sense, so you would pick it when your enclosure relies on industrial sheet metal fabrication as a laser-cut, bent, and welded sheet assembly instead of a milled block.
In practice, many products combine processes: a machined 6061 front panel on a 5052 sheet-metal chassis, for example. Picking the grade per part rather than per project usually produces the best result.
Grade comparison for enclosure design
| Factor | 6061-T6 | 6063-T6 | 5052-H32 |
| Best process | Machined from plate/billet | Extruded profiles | Bent/formed sheet |
| Yield strength | ~276 MPa (40 ksi) | ~214 MPa (31 ksi) | ~193 MPa (28 ksi) |
| Machinability | Very good | Good (softer) | Fair (gummy) |
| Formability (bending) | Limited | Limited | Excellent |
| Anodized finish | Good | Excellent (brightest) | Good (less common) |
| Corrosion resistance | Good | Good | Excellent (marine) |
| Best enclosure type | Sealed milled housings | Extruded card cages | Folded chassis/brackets |
Note: Typical published property values; confirm for your specific product form.
Wall thickness, weight, and EMI considerations
Aluminum enclosures usually run 1.5 to 3 mm walls for machined housings, balancing rigidity against weight and machining time. Thinner walls save weight but increase the chance of chatter and distortion during aluminum CNC machining, and they reduce the threaded depth available for mounting bosses.
For electronics, aluminum’s natural conductivity provides effective EMI shielding when the enclosure seams make solid metal-to-metal contact. This means any masked, bare grounding surfaces should be explicitly called out so the anodizing process does not insulate the structural joints.
Weight-critical products sometimes reach for 7075, but for an enclosure the strength rarely justifies the higher cost, harder machining, and less predictable cosmetic anodizing. 6061 remains the practical sweet spot.
Finishing your enclosure
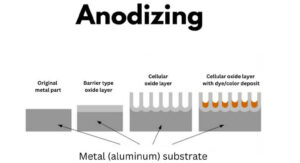
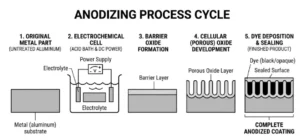
Anodizing is the standard enclosure finish because it protects the aluminum and provides color without adding meaningful thickness on most surfaces. A bead-blast step before anodizing gives a uniform matte look that hides machining marks, a common choice for premium product housings.
If the enclosure has press-fit inserts, threaded holes, or grounding pads, plan the masking and anodizing dimensional change up front, since those features are where finishing problems usually appear.
At XC Machining, enclosures are one of the most common parts we produce. Our DFM review checks wall thickness, boss depth, and finish callouts when you upload your file, typically within 12 hours, so the design is production-ready before machining starts.
Frequently Asked Questions
What is the best aluminum for a machined electronics enclosure? 6061-T6. It offers the strength, availability, machinability, and clean anodized finish that machined enclosures need, and it provides good EMI shielding when seams make solid metal contact.
Should I use 6061 or 6063 for an aluminum enclosure? Use 6061 if the enclosure is machined from solid plate, and 6063 if it is an extruded profile or if a bright, uniform anodized appearance is the top priority. 6061 is stronger; 6063 anodizes more cosmetically.
Is 7075 worth it for an enclosure? Usually not. 7075 costs more, machines harder, and anodizes less predictably for cosmetic finishes. Its strength advantage rarely matters for an enclosure, so 6061 is the better value.
What aluminum is used for sheet-metal enclosures? 5052. It bends to tight radii without cracking and resists corrosion well, making it the standard for folded sheet-metal chassis and brackets, while 6061 is reserved for the machined components.
How thick should aluminum enclosure walls be? Machined aluminum enclosures typically use 1.5 to 3 mm walls. Thinner walls save weight but risk distortion during machining and leave less material for threaded mounting bosses.
Sources
-
The Aluminum Association, Aluminum Standards and Data
-
ASM International, Properties and Selection: Nonferrous Alloys
-
ASTM B209, Standard Specification for Aluminum and Aluminum-Alloy Sheet and Plate
About the Author
The XC Machining Engineering Team produces machined and sheet-metal aluminum enclosures for electronics, instrumentation, and industrial customers, holding tolerances to ±0.005 mm. If you have a custom design ready for production, you can submit your details to quote your enclosure instantly.